

Evolution3 BenchTop User Guide
How to use this guide
Scroll down to view the guide.
You can expand and collapse sections using the + and – icons.
View PDF version >
Other support resources
Register your cutter to activate your guarantee >
Visit Keencut support centre >
Visit user forum
Contact Keencut >

This User Guide for the Evolution3 BenchTop gives advice on cutting techniques, using the different cutting heads and care and maintenance of your machine.
Before using your machine make sure that you have installed and calibrated it correctly. Full details are in the Installation Manual.
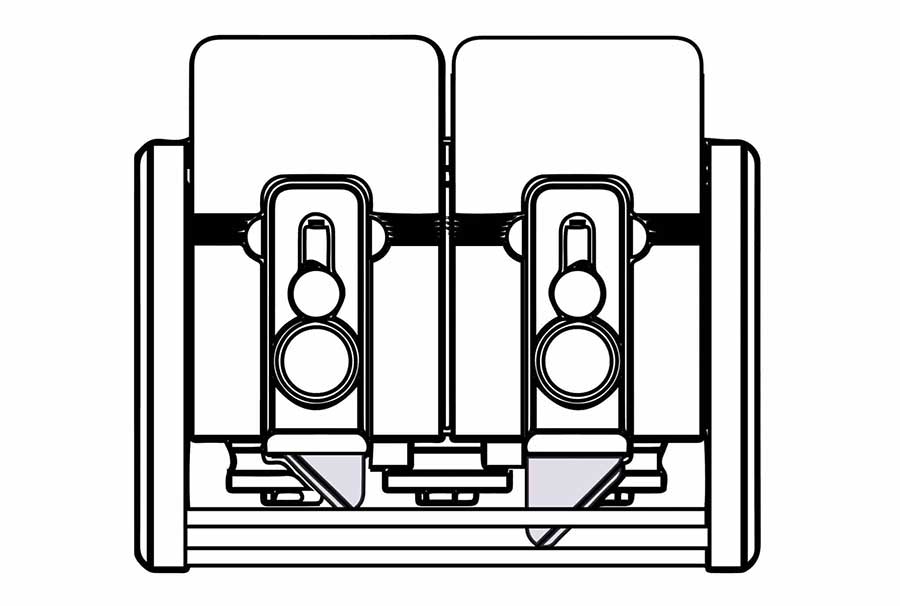
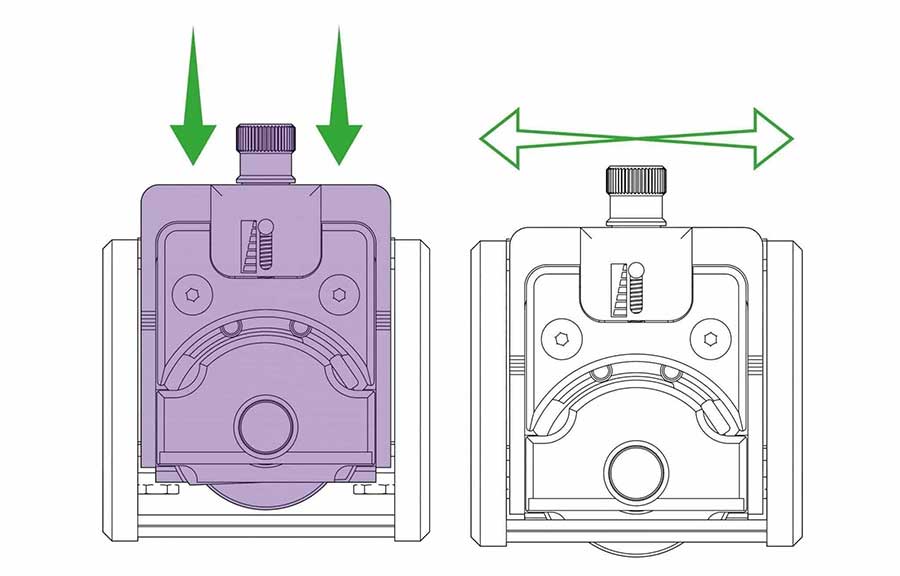
The patented ‘Lift-and-Hover’ is a unique Keencut development that combines three features to give the ultimate in accuracy and productivity.
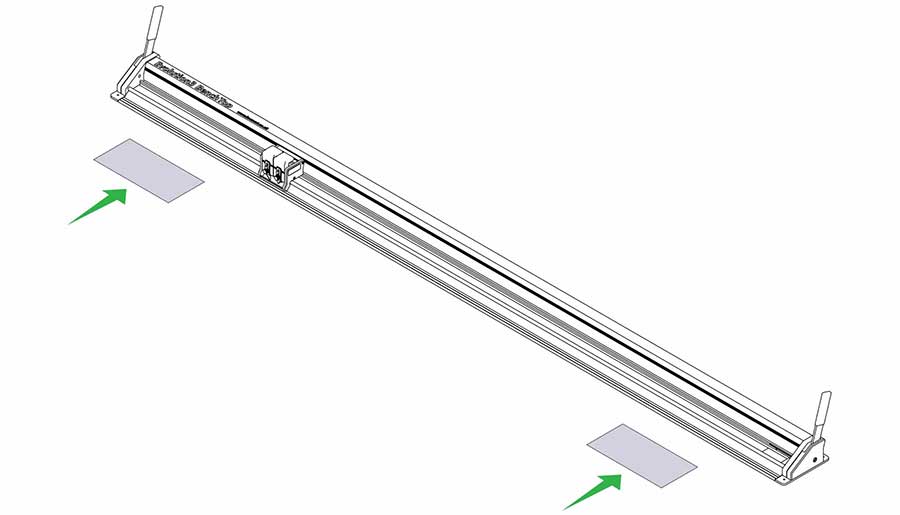
The BenchTop can hold the whole length of the cutter bar a very short distance above the object being trimmed and hold it there even if the levers are released. This leaves both hands free to align the objects cutting marks to the edge of the sightline strip. Pushing either lever fully lowers the cutter bar and clamps the object ready for cutting.
Hover action – See how to adjust the hover action >
Sightline strip – These are easily replaceable and are available from your supplier.
See how to replace the sightline strip >
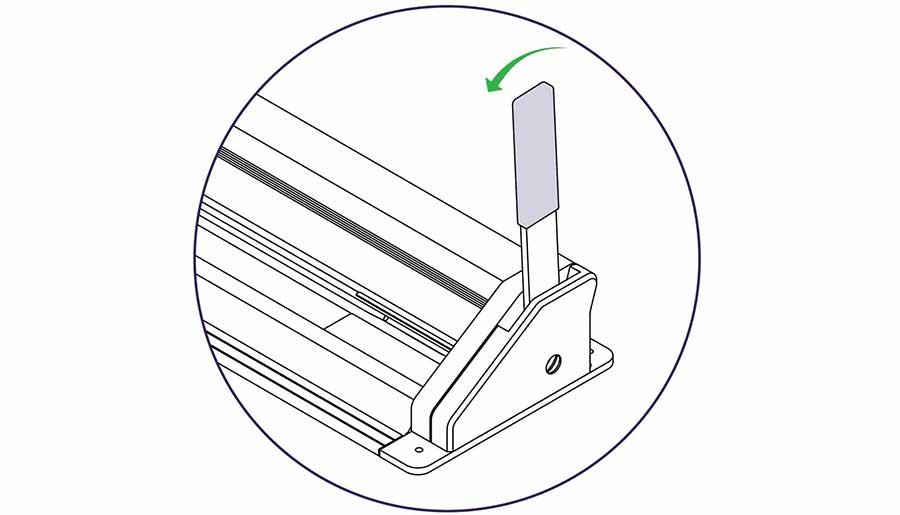
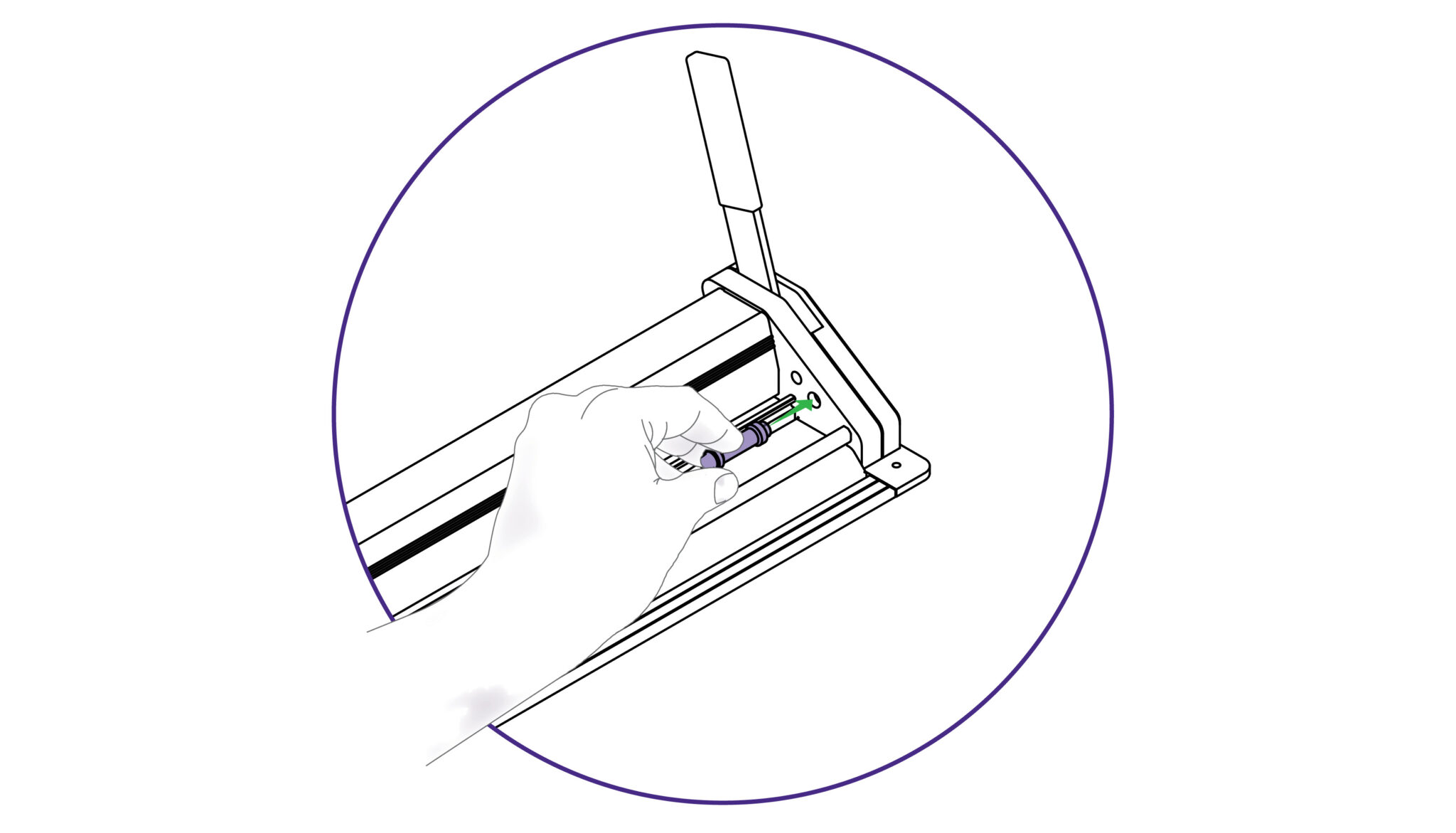
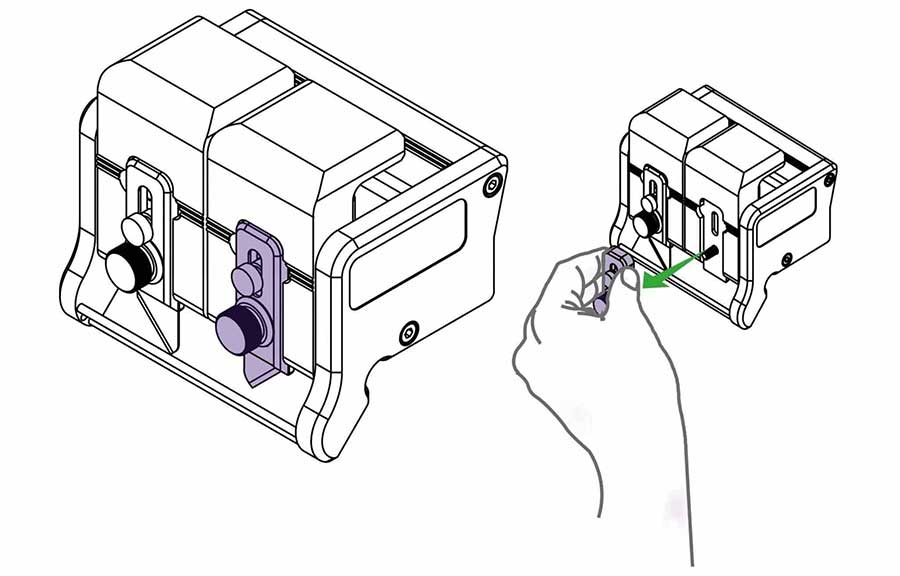
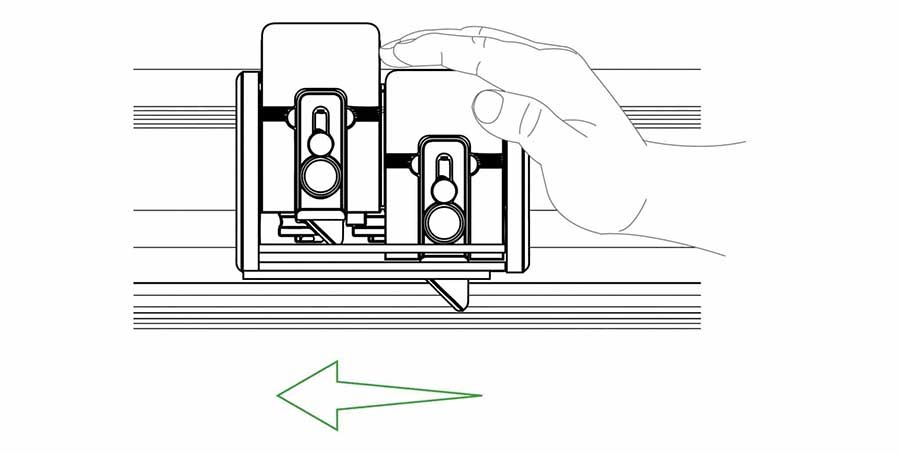
Pull and remove end stop.
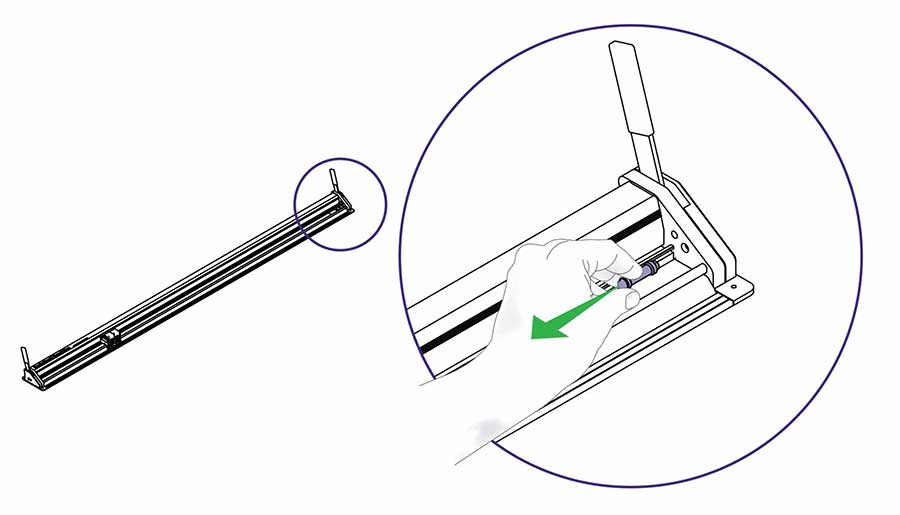
Slide the cutting head to the right.
Lift up the head to remove it.
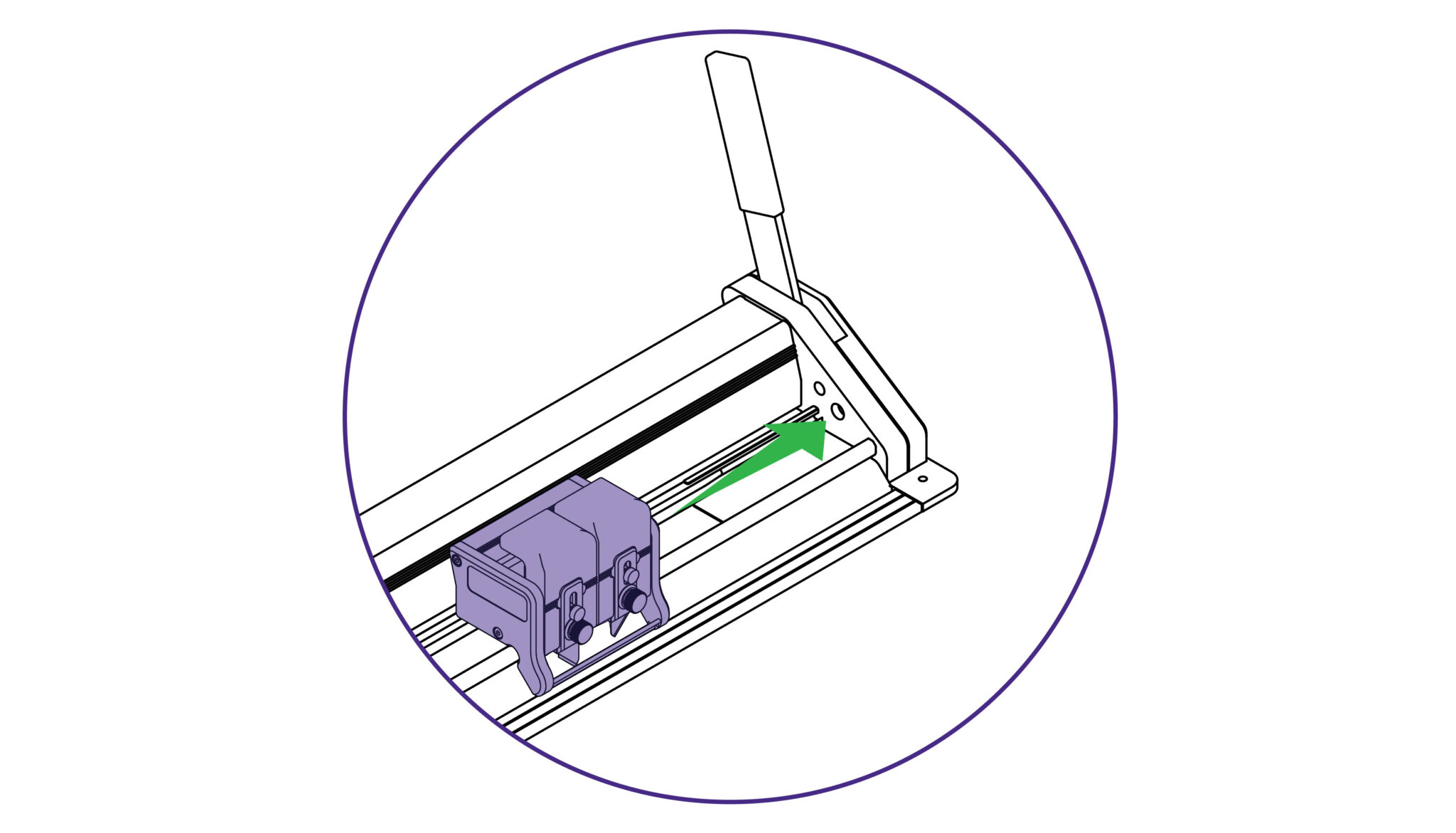
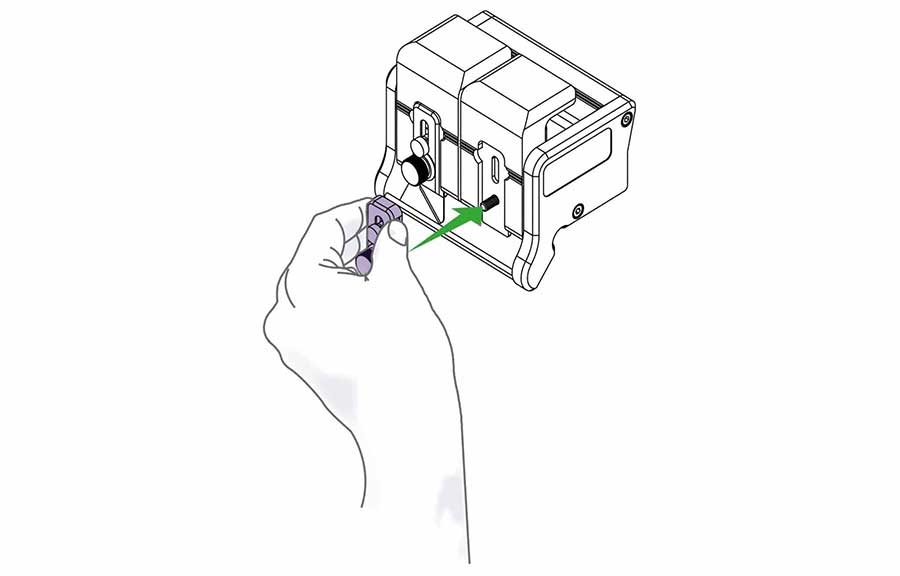
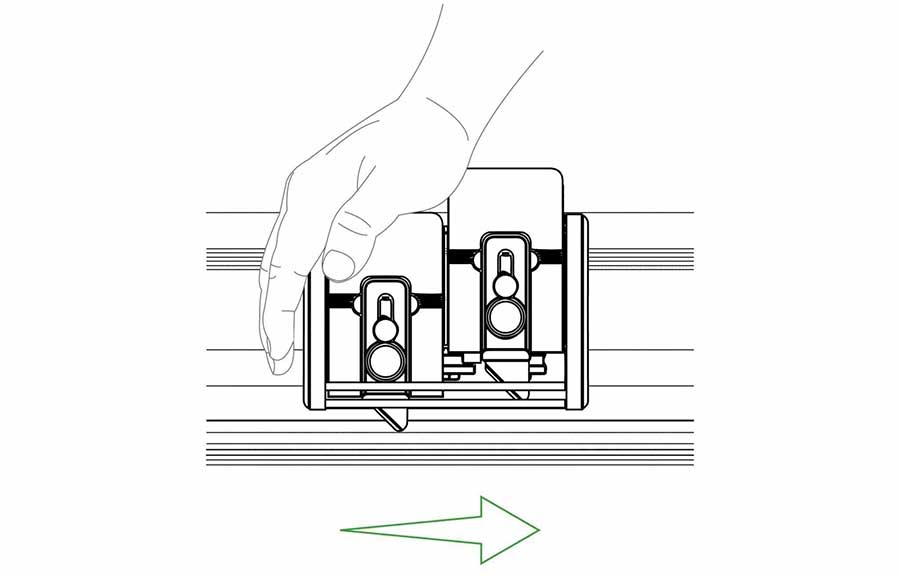
Insert the cutting head of your choice, and slide it to the left.
More than one tool can be mounted on the cutter bar if required.
Always replace the end stop.
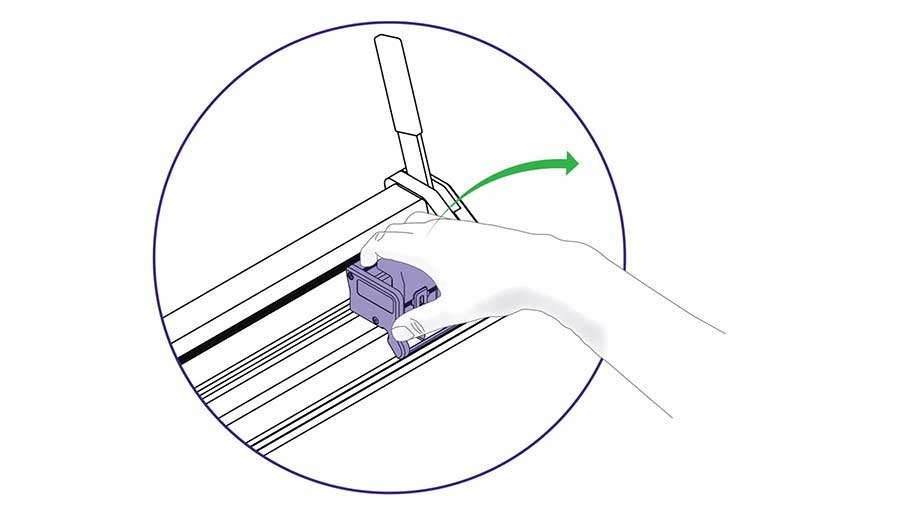
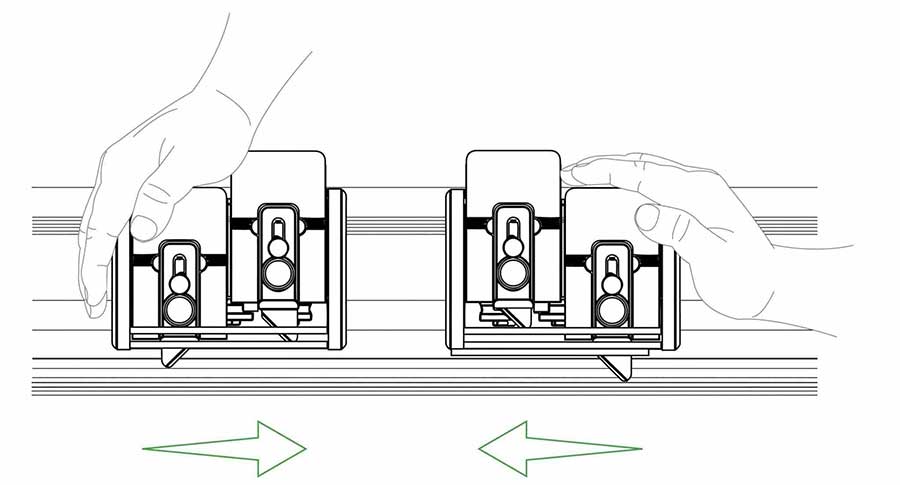
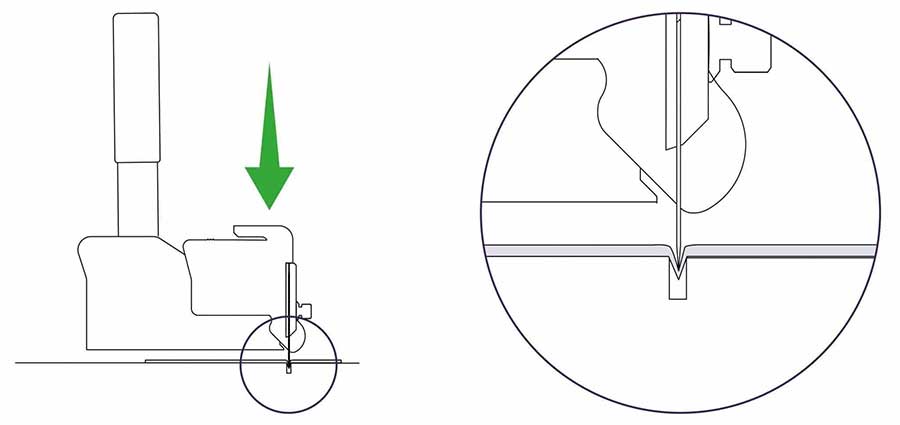
Pull the lever to raise the cutter bar, place the material for cutting approximately in position under the cutter bar.
Push the lever to lower the cutter bar so it is only 1-2mm (1⁄16”) above the surface of the material, the closer to the material it is the less lining up error you will get when viewing the cut marks.
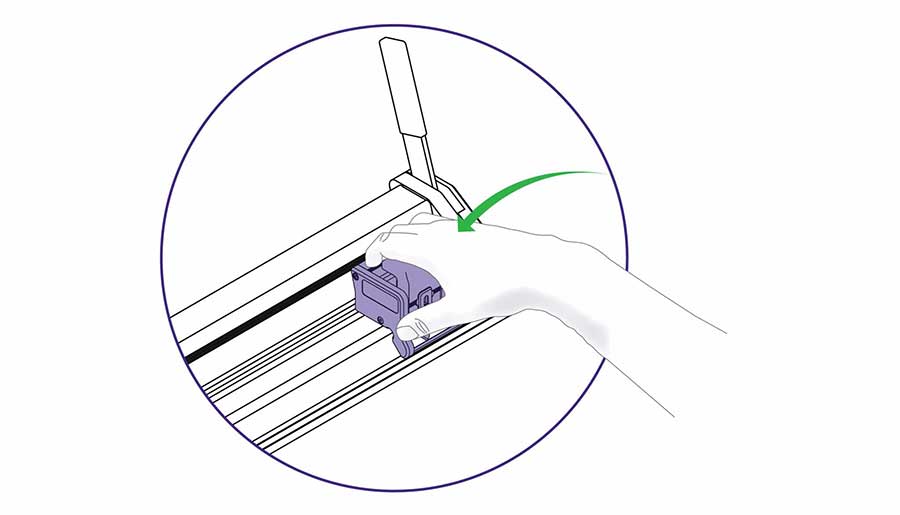
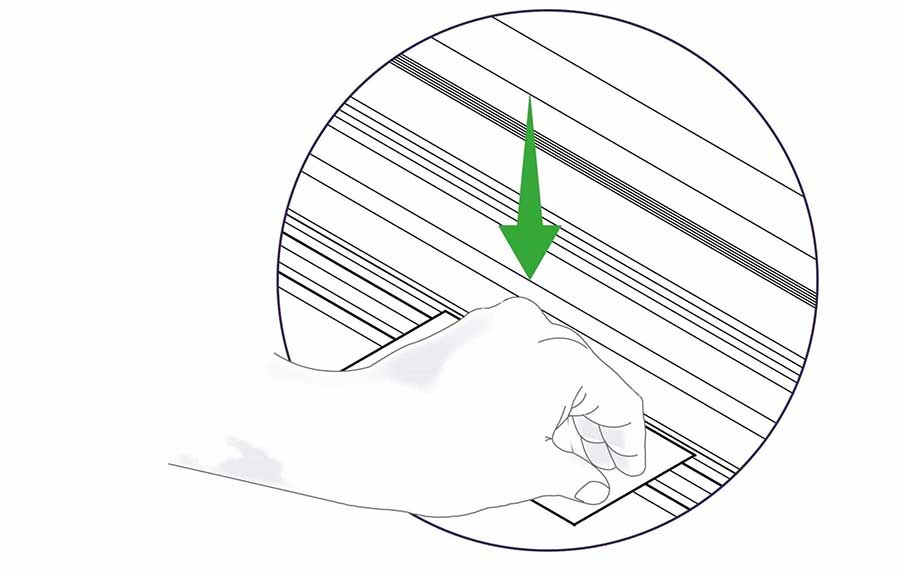
Look down vertically to align the edge of the sightline strip to the cut mark.
When fully aligned use the lever to lower the cutter bar onto the material and clamp it in position ready for cutting. Further cutting information is given in the sections under relevant tool heads.
See Double Graphik cutting techniques >
See the Fabric tool head cutting techniques >

QuikSwap Graphik tool head for Evolution3 cutters, with two individual blade holders for two way cutting. Graphik blades are stronger and more stable than regular blades. Ideal for vinyl, banner, cardboard, PVC foamboard up to 13mm (½″), foam-centred board, corrugated plastic, paper, pop-up and roll-up materials.
This head is supplied as standard with all Evolution3 cutters.
Undo the highlighted knob to remove the magnetic blade clamping plate.
Pull the magnetic blade clamping plate away from the cutting head.
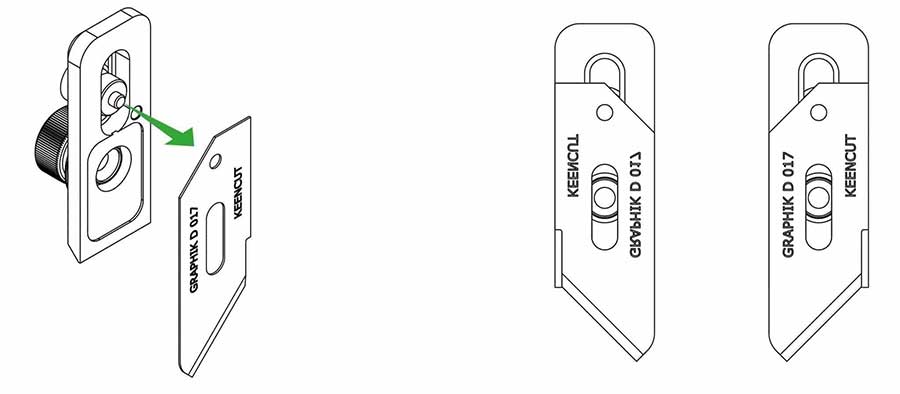
Insert a Graphik blade, check it is facing the correct way for your desired direction of cutting. Place the small pin in the hole at the top of the blade and align with the edge of the clamping plate.
Replace the blade clamping plate onto the blade holder but do not tighten fully until the blade depth has been set (see how to adjust the blade depth >).
Repeat on the other blade holder if required.
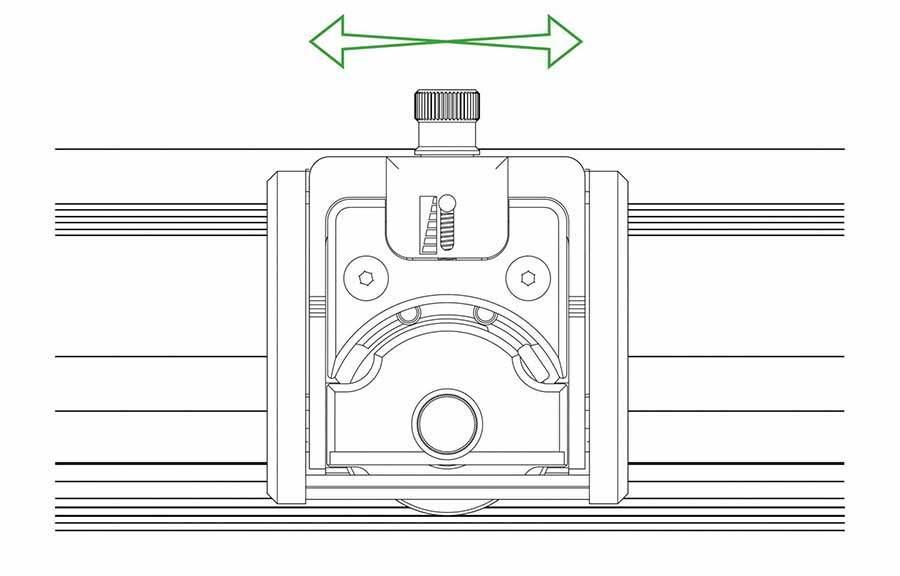
The cutting head can be pulled or pushed to cut the material. Load and align the material to be cut as described in the ‘clamping material’ section (see how to align and clamp the material >), press down the chosen blade holder whilst pushing/pulling the cutting head along the cutter bar.
Tip: Only finger pressure is needed to hold the blade holder down, if after making the cut the blade holder has risen and the blade not cut through simply cut again. This could be an indication the material should be cut in two strokes using the dual blade depth setting as explained above.
Undo the highlighted knob to remove the magnetic blade clamping plate.
Pull the magnetic blade clamping plate away from the cutting head.
Lift off the blunt blade (if there is one) and replace with a new Graphik blade, check it is facing the correct way for your desired direction of cutting. Place the small pin in the hole at the top of the blade and align with the edge of the clamping plate.
Replace the blade clamping plate onto the blade holder but do not tighten fully until the blade depth has been set. Repeat on the other blade holder if required.
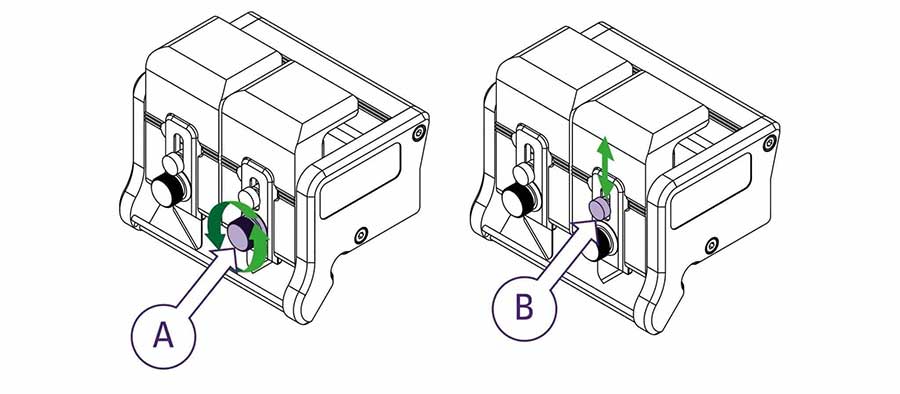
To adjust the height of the blade, loosen knob ‘A’ by a half to one full turn. Move knob ‘B’ up or down until the blade is long enough to just cut through the material.
Place a piece of the material under the cutter bar so it does not protrude past the edge of the cutter bar and the blade can be seen against the edge of the material.
Tighten ‘A’ to lock the blade in chosen position.
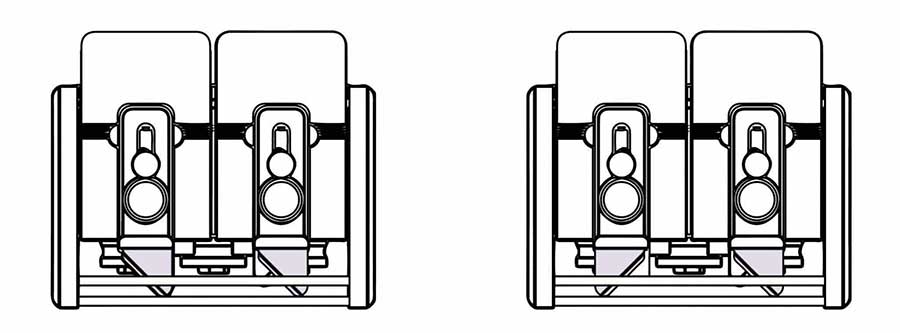
The design of the Graphik blade allows it to be set in the blade holder to cut in either direction. The cutting head can be used with both blades cutting in the same direction or in opposing direction.
The blades also have adjustable cutting depth, so if a thick material is being cut on a long machine such that it is beneficial to make two cuts, one blade can be set to cut half the thickness in one direction and the other to cut full depth on the return journey.
NOTE: The following is for a right-handed person.
For left-handed use cut at the left-hand end of the cutter and reverse the direction of cut and hand positions.
When cutting thick, tough materials such as PVC foam board and fluted plastics such as Correx or Coroplast, set the blade depth so the blade tip protrudes only 1-2mm (1⁄16”) through the thickness of the board and cuts from left to right.
Position the cutting head to start the cut, turn your body to face to the right and place the palm of your right hand on the cutting head.
Take a firm grip on the cutter bar with your left hand.
Depress the blade holder and push the cutting head using the strength across your shoulders.
Tip: If the material is too thick to reasonably cut in one stroke the blade can be lowered partially and the board cut in a number of strokes.
Cutting Aluminium Composite Panels is not recommended using the Graphik tool head.
Thin materials such as paper and plastic films are easily cut but attention should be given to supporting the material at the beginning of the cut. Pressing down lightly on the edge of the material with your index finger or thumb will prevent the material creasing when the blade starts cutting.
Check that the material is not being pushed into the cutting groove as the blade is cutting. If so, the material is likely to be suited to being cut with the rotary blade of the Fabric tool head where the underside of the material is supported on a cutting mat. As a short term measure, it is possible to use the Graphik blade on cutting mat. Refer to the Fabric tool head for instruction.
Scoring Acrylic and other plastics can be achieved by setting the blade at minimum depth and running the blade backwards across the surface whilst applying firm downward pressure on the blade holder.
Remove the material from the cutter for snapping by hand, some plastics may benefit from being scored multiple times.
When cutting a small piece of board place it at one end of the cutter and place a scrap piece at the other end to keep the cutter bar parallel to the base.
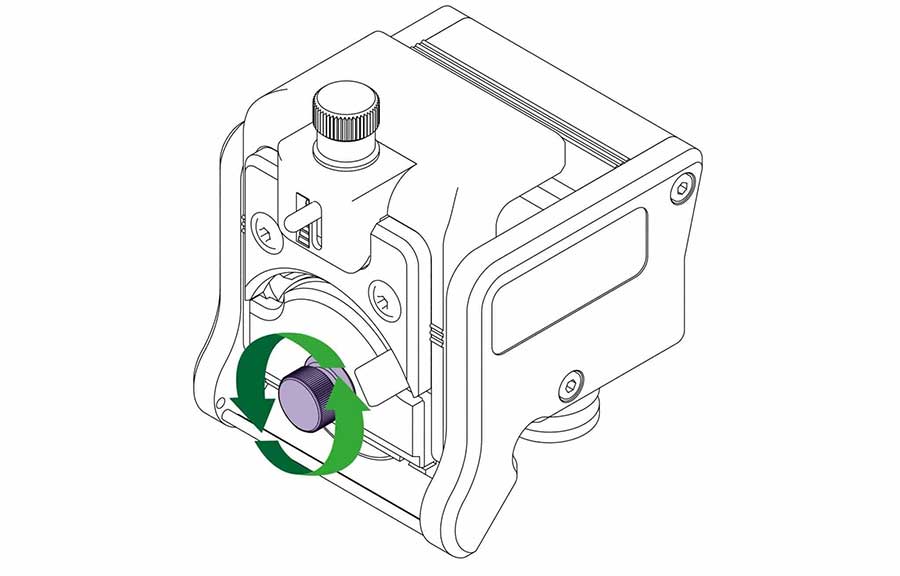
Loosen the clamping knob.
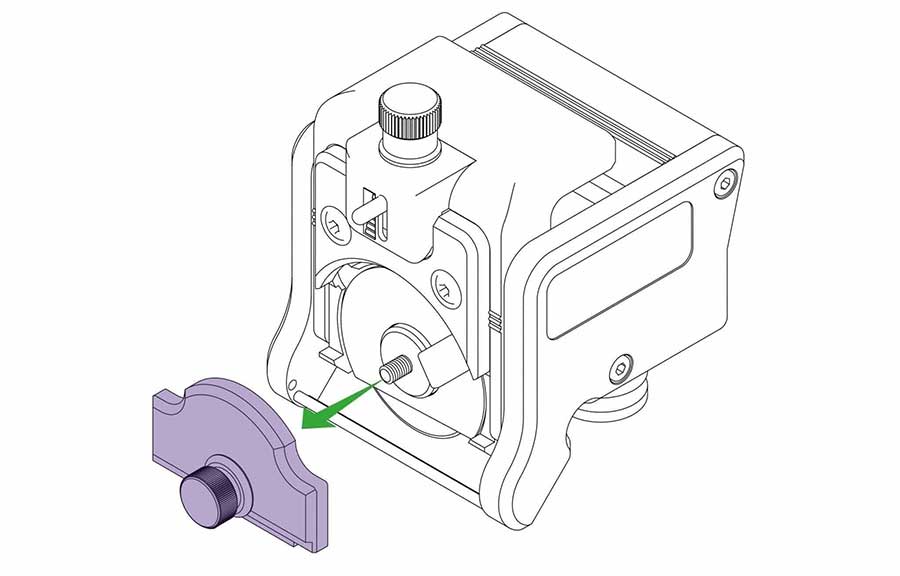
Remove the blade cover.
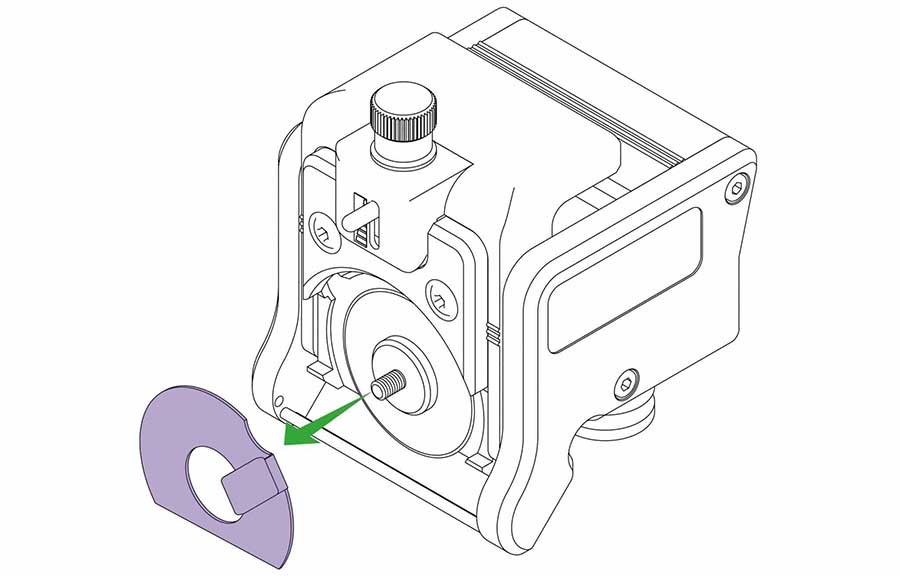
Remove the safety cover.
Remove the blade and magnetic blade boss. There may be a number of clear plastic shims on the threaded shaft, ensure they are clean and in good condition.
Separate the boss from the blade and inspect the boss for wear and clean off any debris. Dispose of the worn blade responsibly.
Reassemble with a new blade. Do not over tighten the clamping knob, it is essential that the blade is allowed to rotate whilst cutting.
IMPORTANT: Before using the Fabric tool head, you must use a cutting mat.
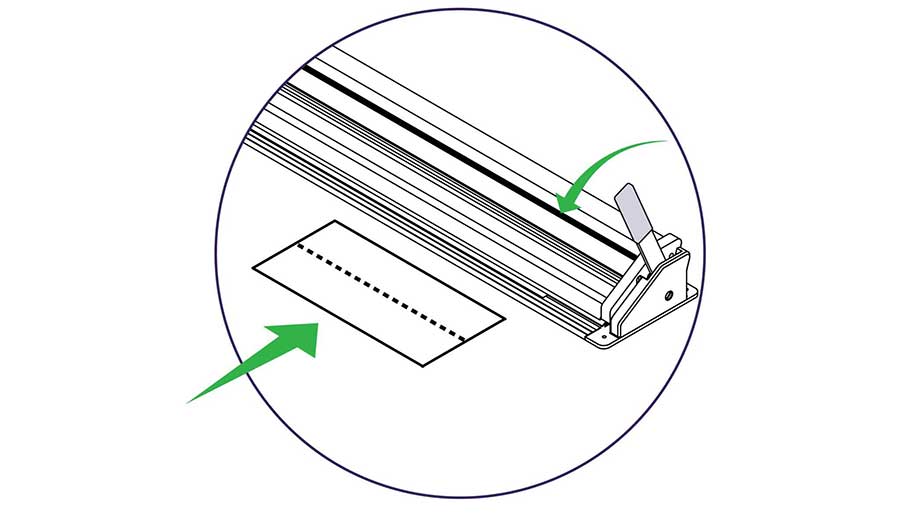
Raise the cutter bar.
Slide the cutting mat under the cutter bar so that it spans the base plate and rests over the cutting groove.
Align your material on top of the cutting mat making sure that it is supported underneath before cutting.
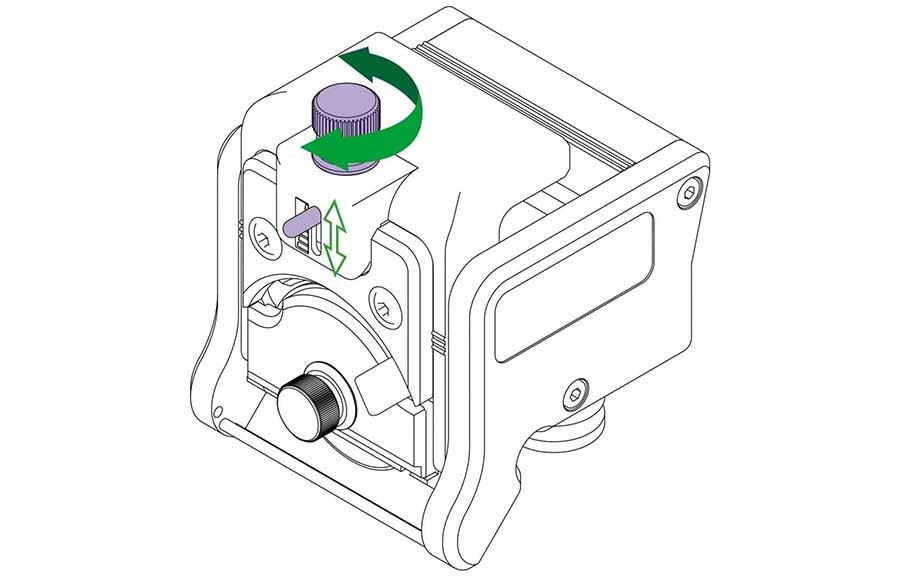
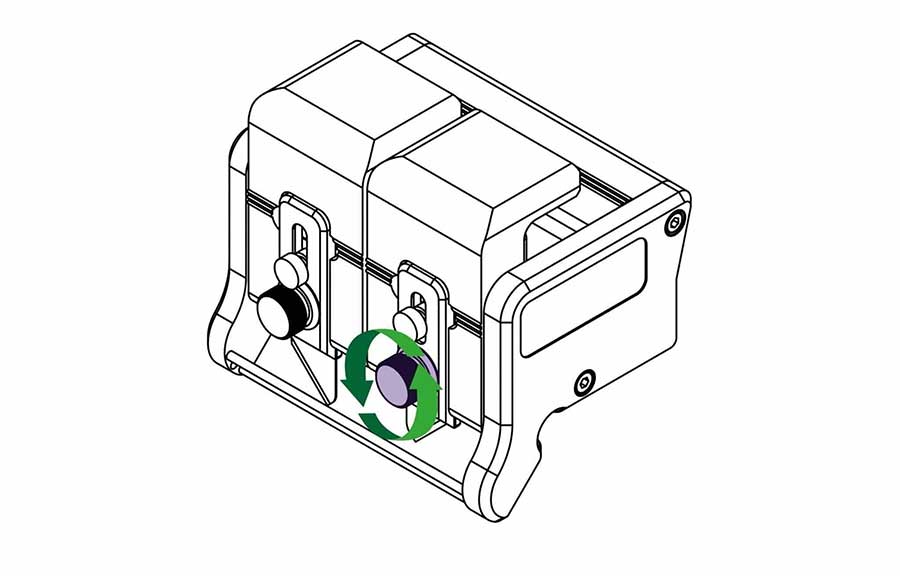
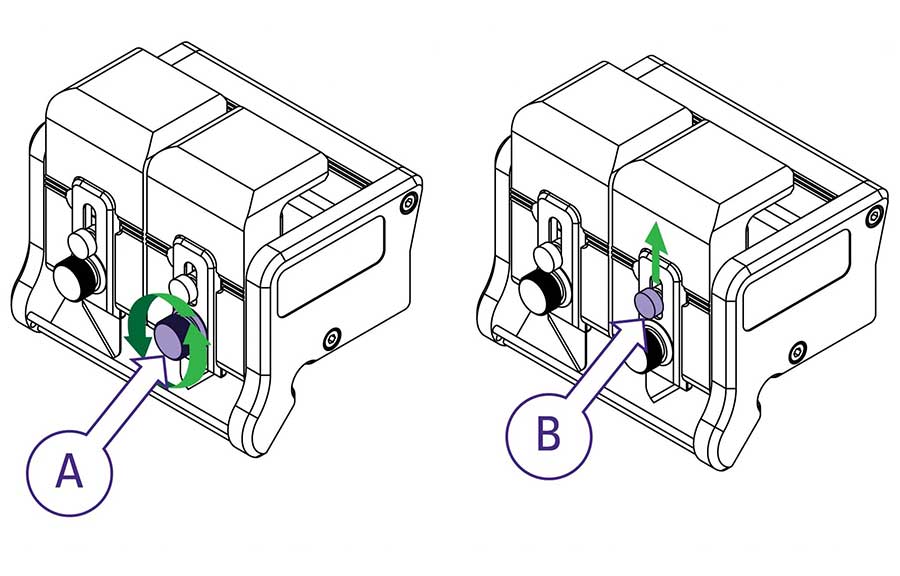
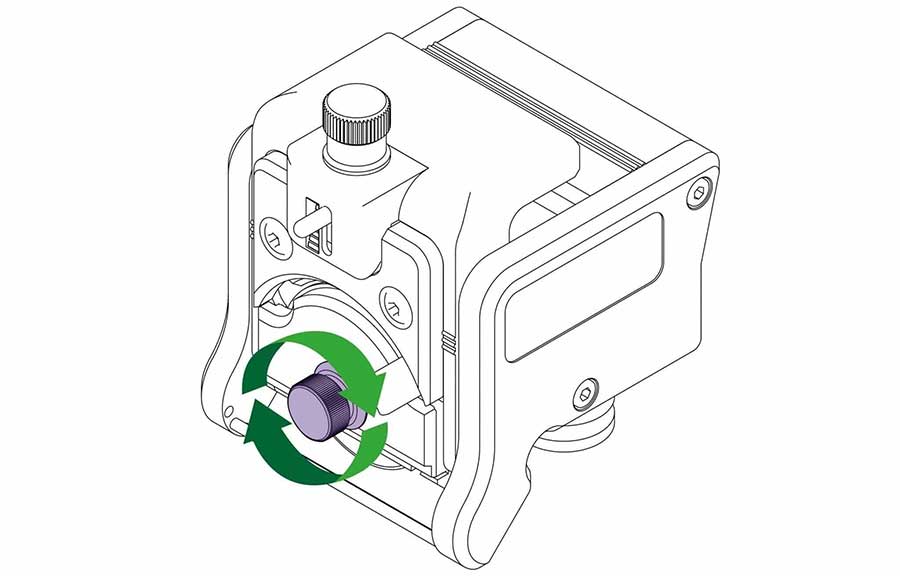
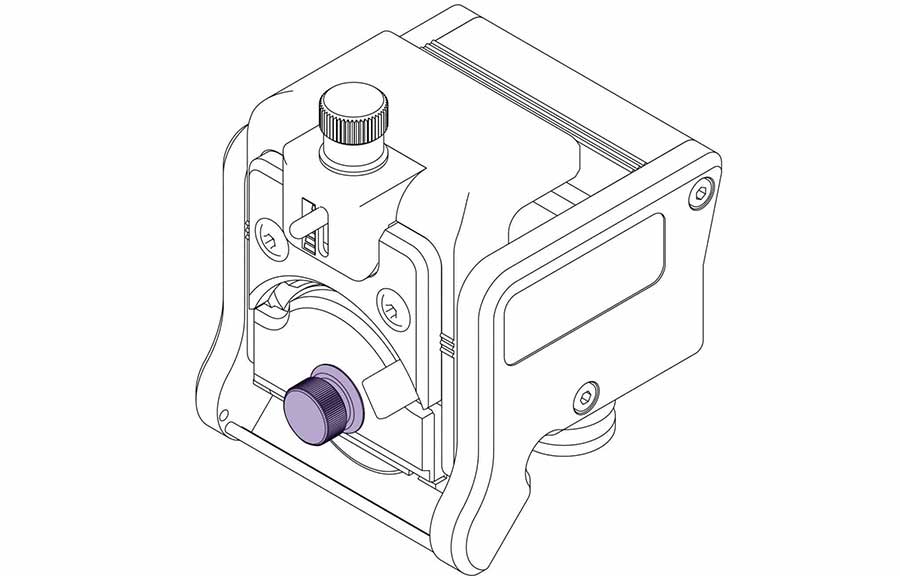
Turn the highlighted screw to adjust the blade pressure (clockwise to reduce). When adjusting you will see the pressure indicator go up and down.
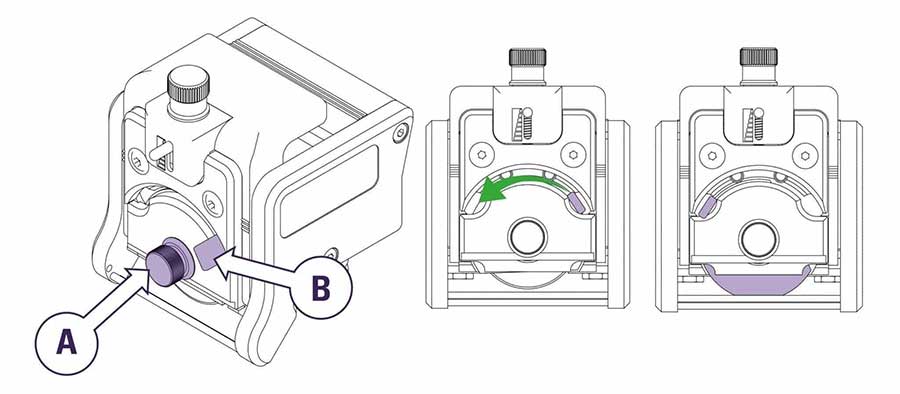
Rotate the red blade guard, using tab (B), to reveal or hide the blade. If it is difficult to rotate loosen the clamping knob (A) a little. Ensure it is adjusted correctly before cutting so the blade is just able to rotate without sideways movement.
Take a small piece of the material to be cut, clamp it under the cutter bar.
The Fabric tool head cuts in both directions and requires the blade holder to be pressed down fully whilst the rotary blade is cutting the material.
Check the blade is rotating and not moving from side to side, if it is, adjust the blade clamping knob.
Cut in one smooth continuous motion, adjust to increase or decrease the cutting pressure if necessary.
When the small piece of material has been cut successfully place the main piece of fabric in the cutter, align and cut in the same way.
NOTE: The Fabric tool head can also be used to cut many other thin materials such as paper and film.
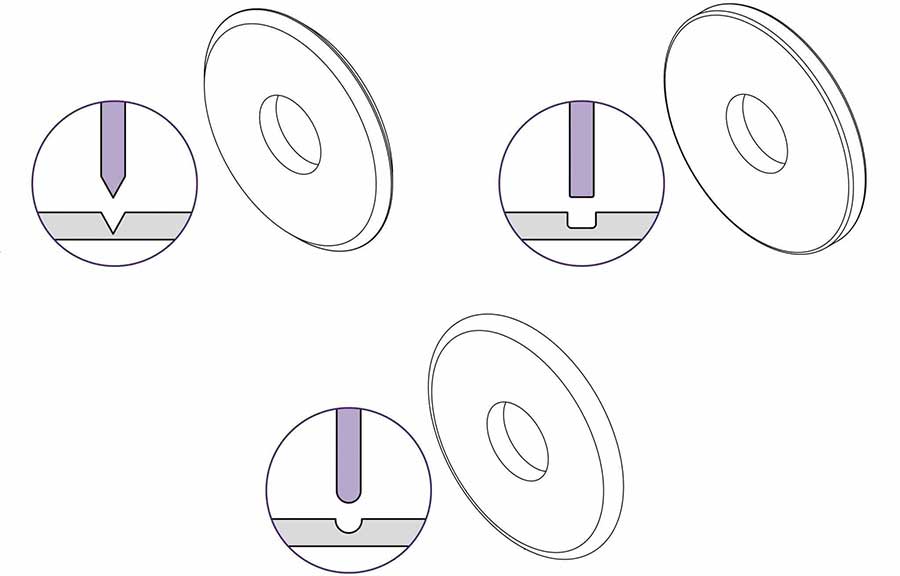
The three creasing wheels supplied with the Creaser tool head will each produce a different style of crease. Experiment on small samples of your material to see which gives best results.
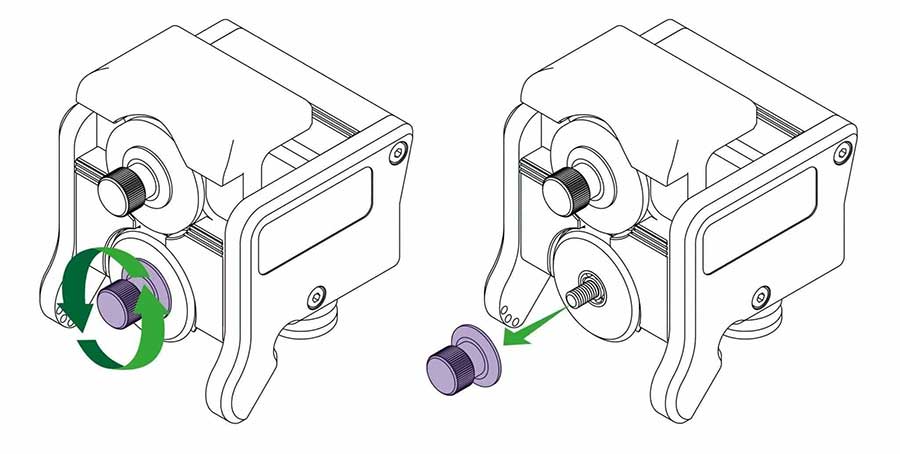
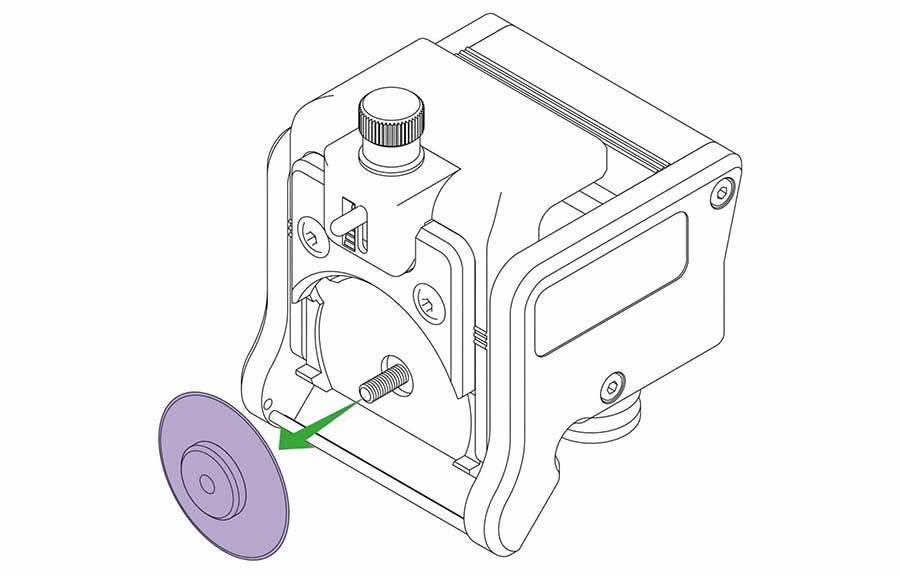
Remove the lower clamping knob.
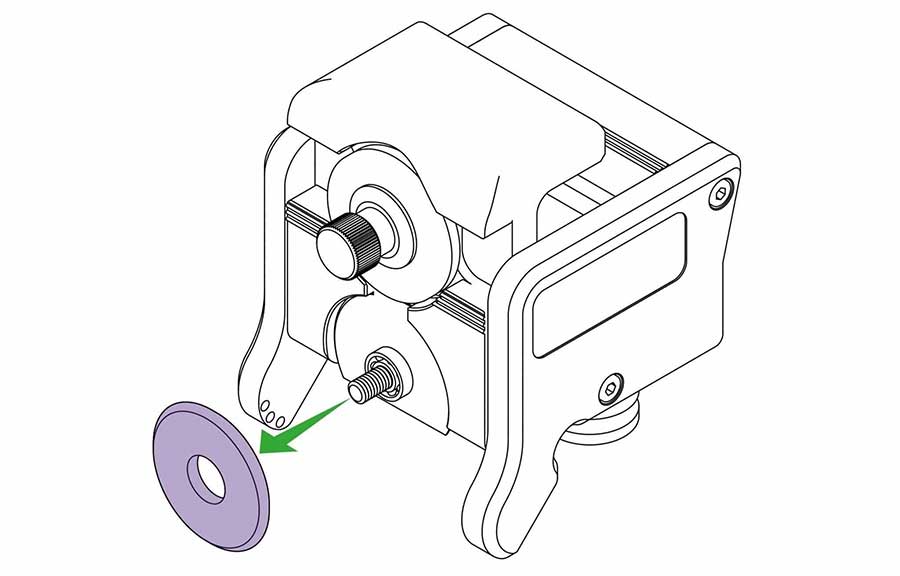
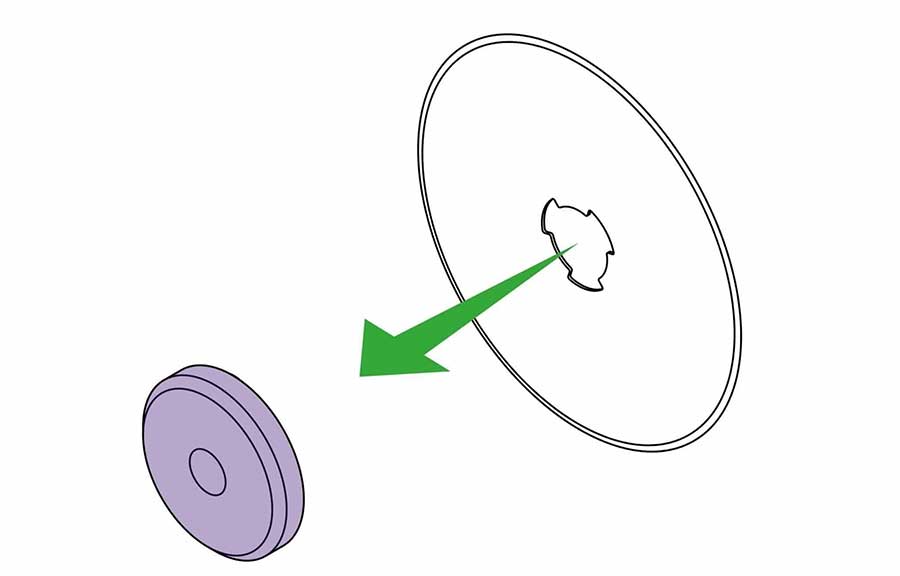
Remove the creasing wheel leaving the bearing and clear plastic shim in place.
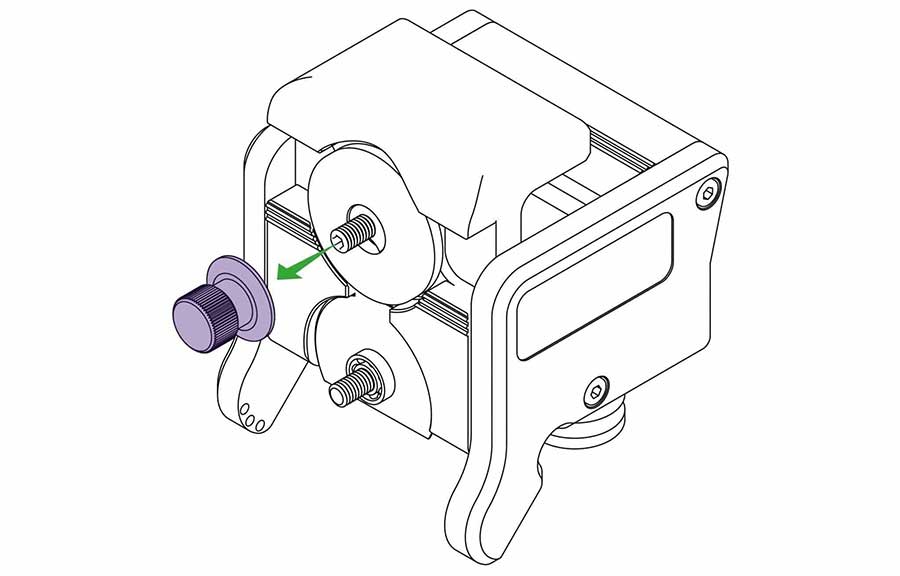
Remove the upper clamping knob.
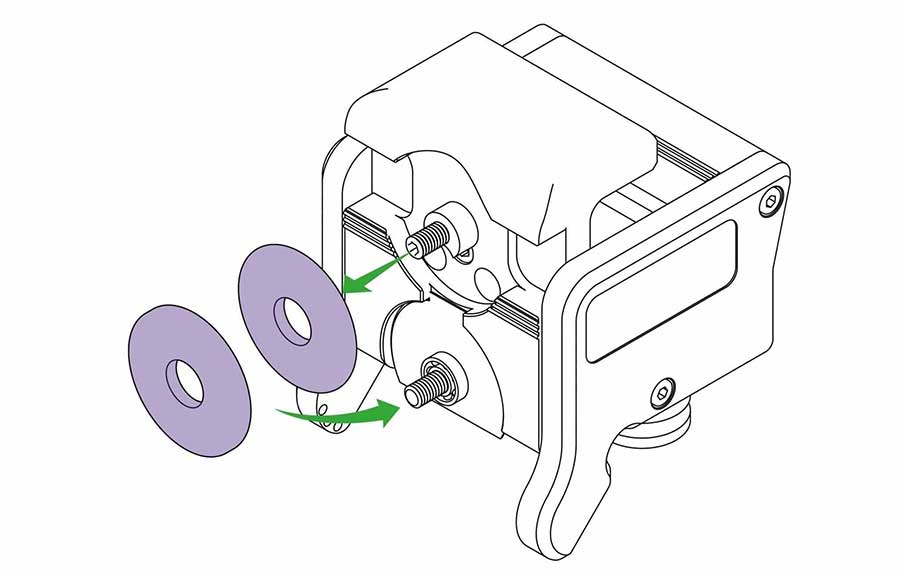
Choose the creasing wheel you would like to use and exchange it with the lower wheel. Replace both clamping knobs.
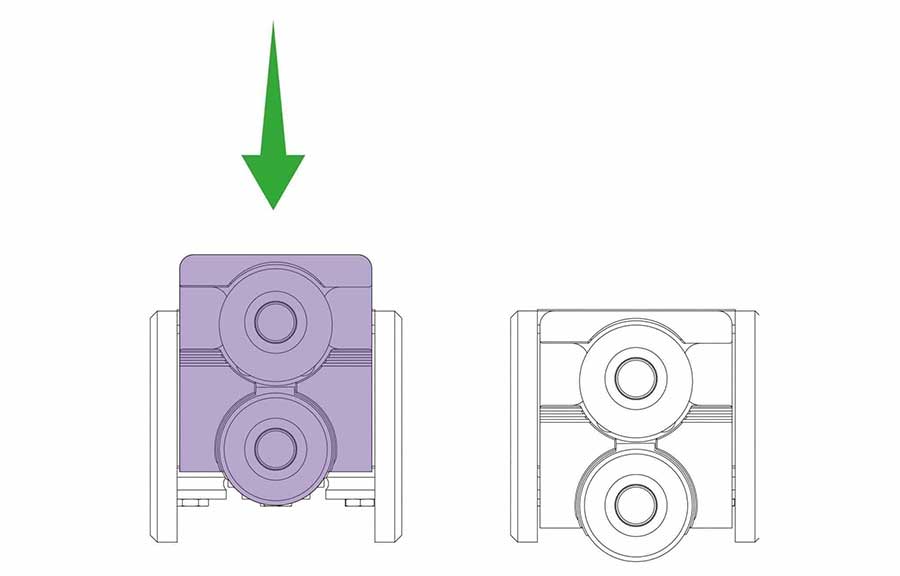
Align your material in the machine, apply downward pressure to the wheel holder and move the cutting head along to create the crease line. Adjust the hand pressure and number of strokes accordingly, you can crease in either direction.

The Rocker tool head has been especially designed to give perfect comfort for all day, every day, cutting. The tool head fits the curve of your hand, allowing you to cut denser materials with ease.
The Rocker head accepts the Medium Duty blade and the specialist Tech D012 blade. This will allow you cut Aluminium Composite Panels (ACP) alongside standard materials.
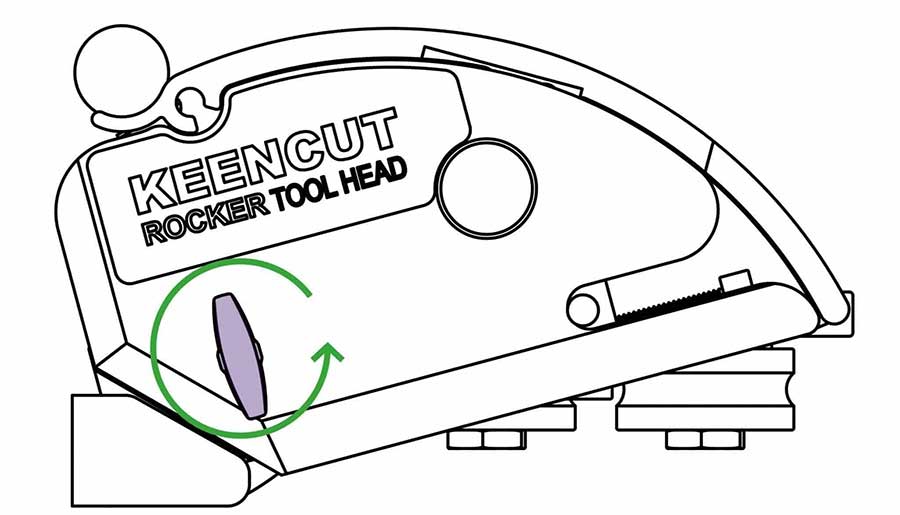
To change the blade, loosen the blade clamping knob.
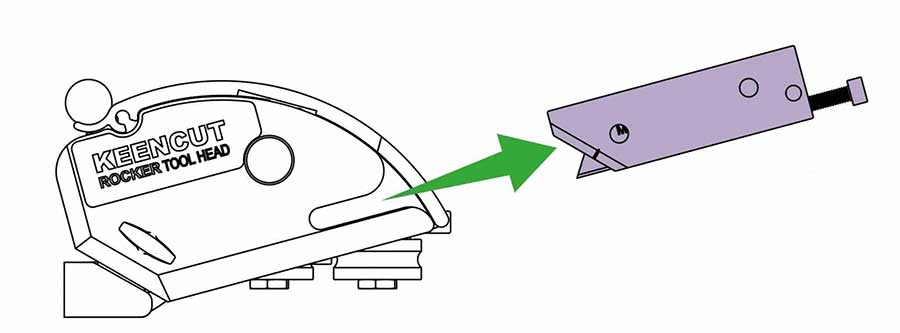
Remove the magnetic cartridge from the Rocker head.
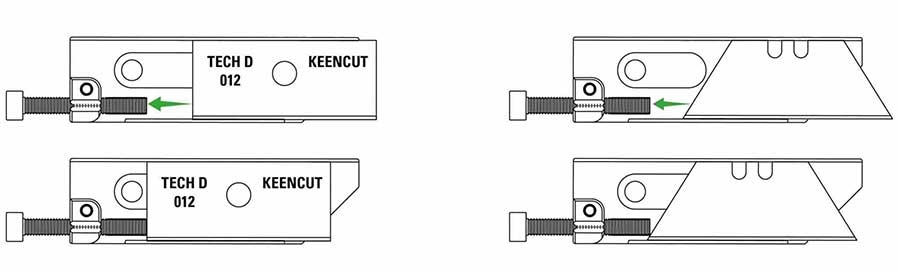
Place the blade between the two guides, the magnet will hold it in place, and slide it back to touch the blade depth screw. The blade depth screw can be adjusted to set the blade correctly for the thickness of material to be cut.
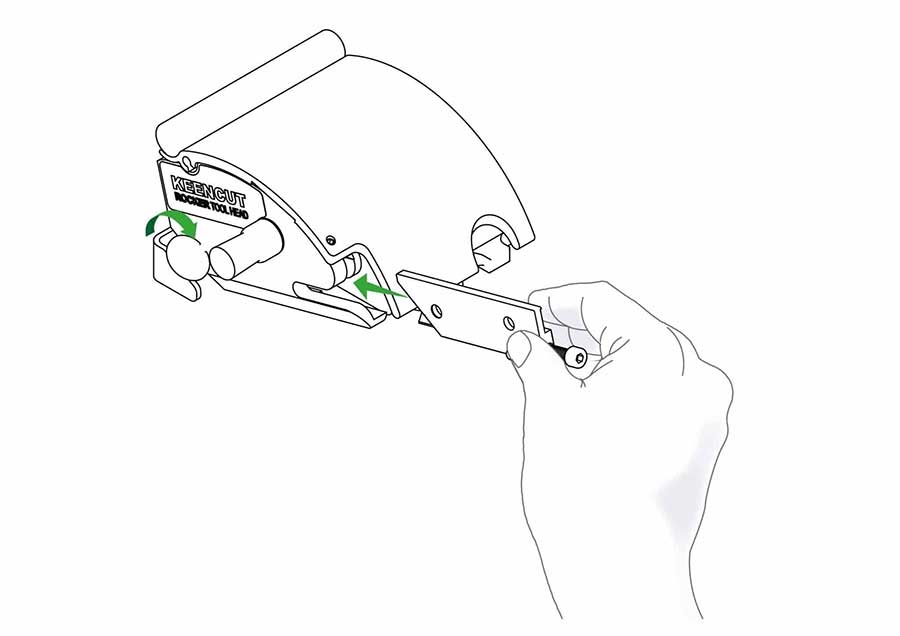
Place the blade cartridge back into the cutting head, press on the end of the blade depth screw to ensure it is located fully in its slot and tighten the blade clamping knob.
Aluminium Composite Panels can be cut using the Rocker tool head. The following method is only intended for occasional use, for cutting on a regular basis the SteelTrak should be considered.
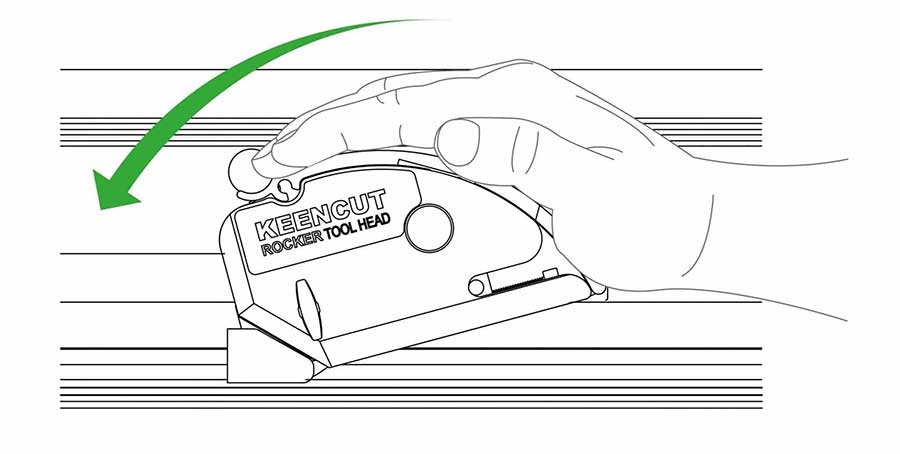
When cutting thinner / less dense materials, ensure the blade depth is adjusted so only the tip of the blade is going through the material. Place your hand on the Rocker tool head as shown and rock it forward to engage the blade.
With the blade engaged, pull the Rocker tool head in one continuous motion along the material to achieve the best results.
If the material creases at the beginning of the cut use the index finger on your other hand to pinch the material onto the base plate and hold it in place whilst the blade enters the material.
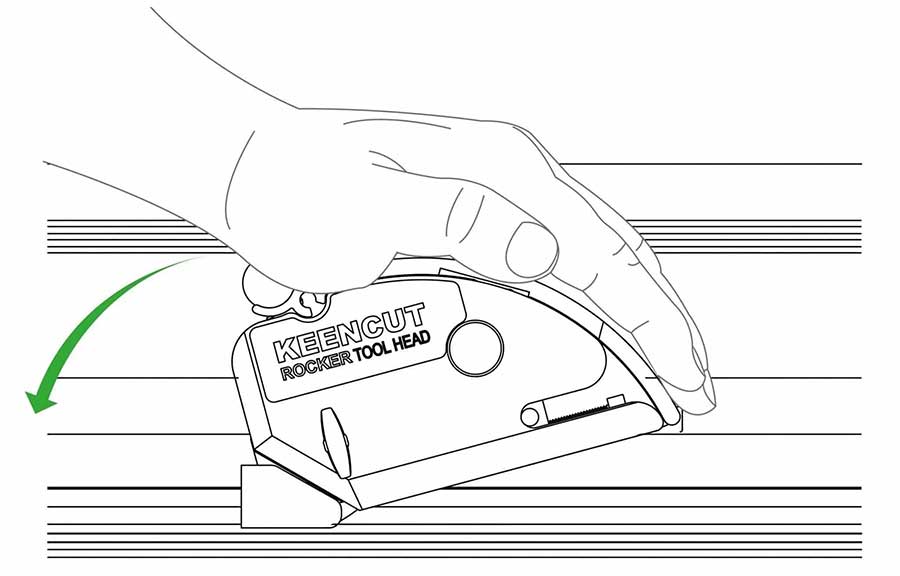
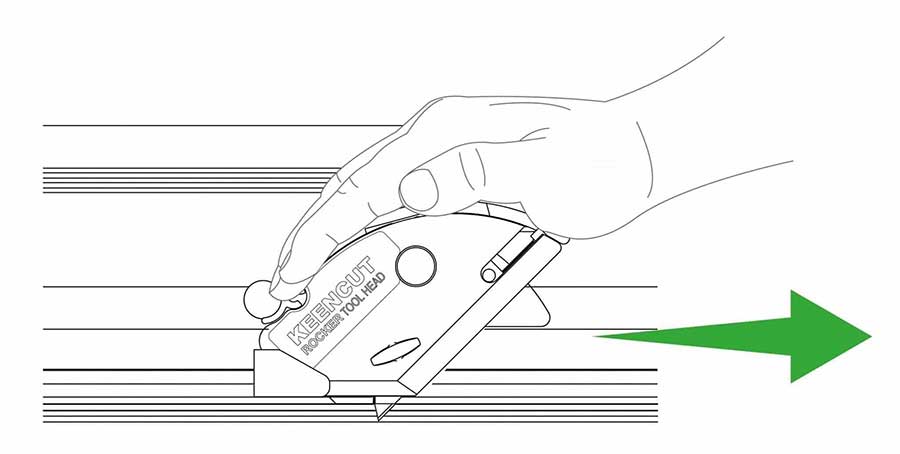
When cutting thicker / more dense materials, ensure the blade depth is adjusted so the blade tip cuts 1-2mm (1⁄16) through the material. Place your hand on the Rocker tool head as shown, press down with your palm to engage the blade.
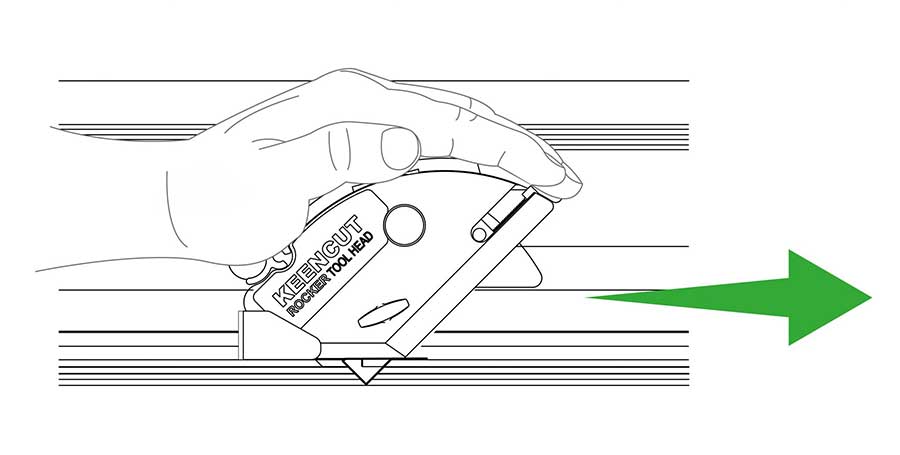
Push the Rocker tool head slowly through the material.
Extra effort can be applied by holding the grip area on the top of the cutter bar with your other hand and using the strength across your shoulders to push. Thicker materials can be cut in several passes.
Aluminium Composite Panels can be cut using the Rocker tool head. The following method is only intended for occasional use, for cutting on a regular basis the SteelTrak should be considered.
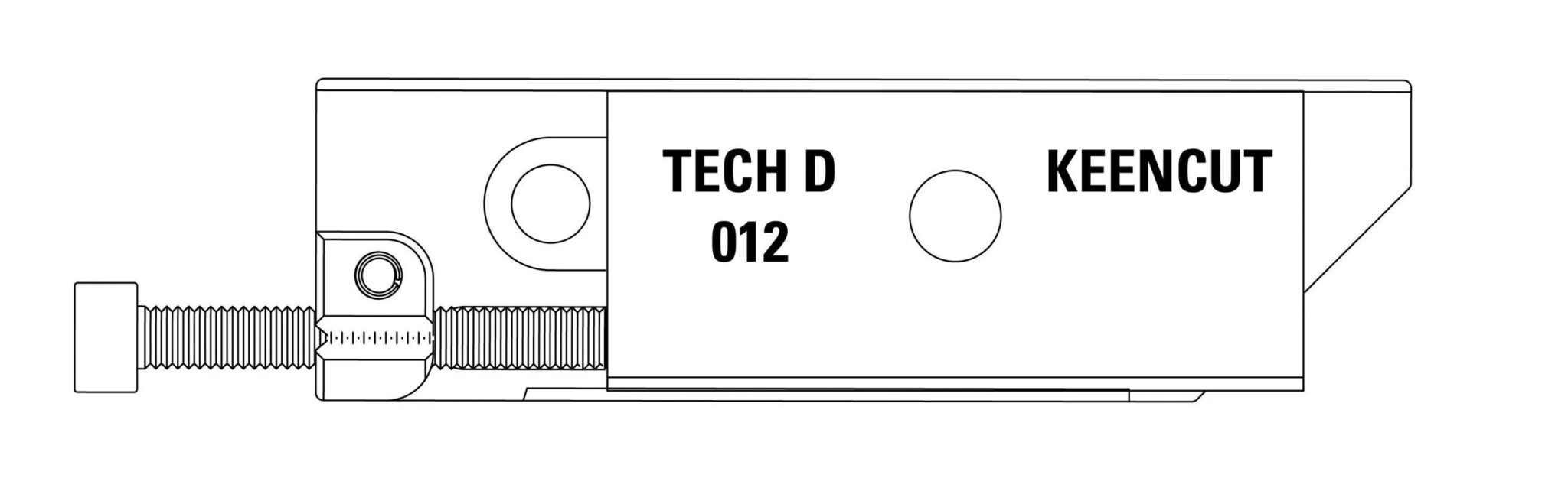
Use the Tech D012 blade and set the depth so the tip passes through the ACP by 1-2mm (1⁄16”).
Use the push technique to cut though the ACP, it usually takes 5-6 passes of the blade to cut all the way through and will require an amount of effort.
The finish should be clean but the edges may be sharp and require finishing with a file.
Alternatively, some ACP’s will snap once the top foil has been cut, bend back and forth a few times to break the bottom foil then clean the edges with a file.
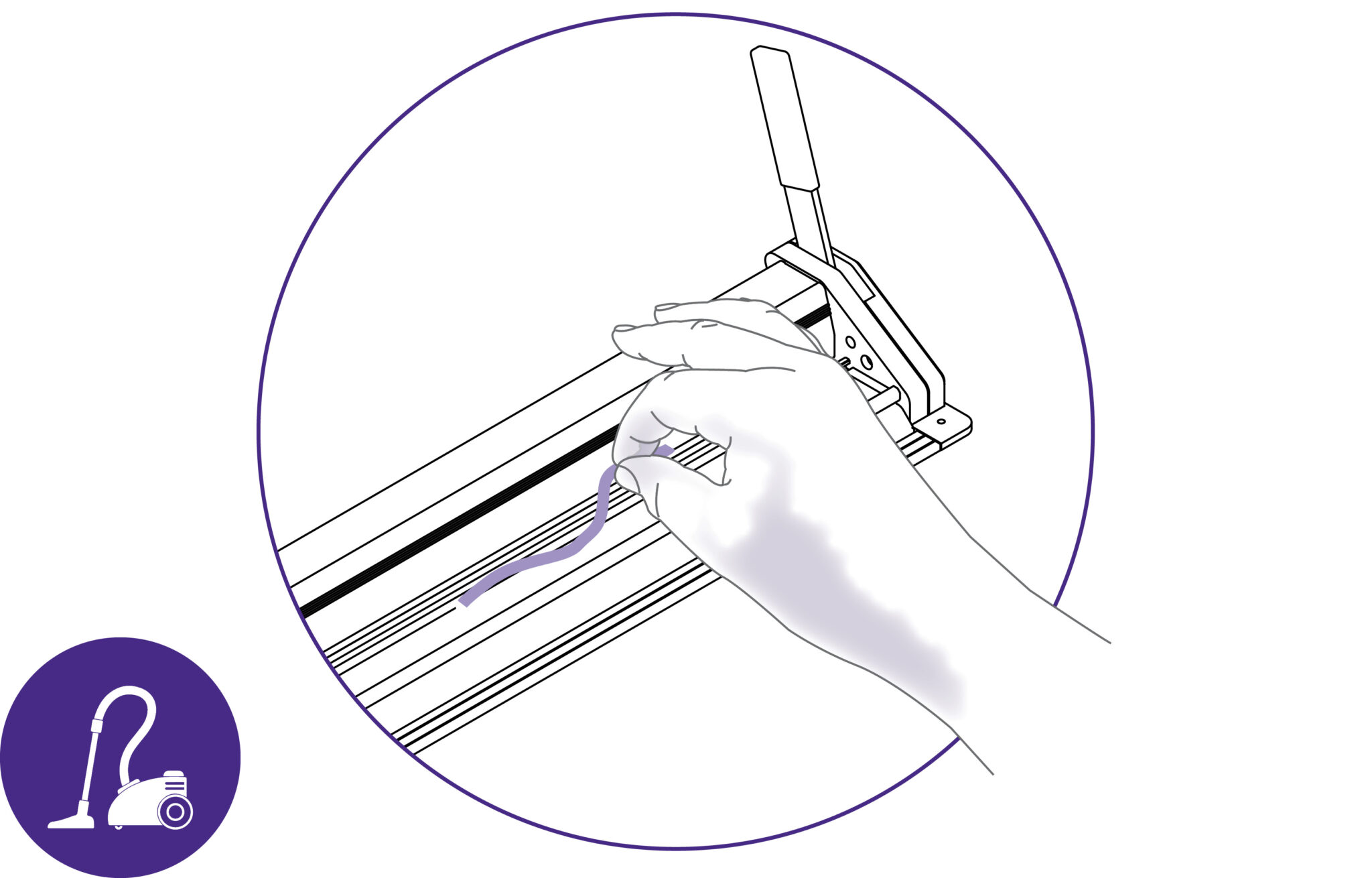
Use a vacuum cleaner to remove any dust and smaller debris.
Frequency: daily as required

Moisten a cloth with diluted detergent to wipe down the cutter bar and base plate, dry with a cloth.
Frequency: weekly
DO NOT use solvents or aggressive cleaning products.
Put a small amount of petroleum jelly (Vaseline) on the scouring surface of a dish washing sponge and rub it up and down the two tracks. Wipe clean any surplus with a dry cloth.
Frequency:
Light use – monthly
Heavy use – weekly
IMPORTANT: Ensure that you have a replacement sightline strip before proceeding
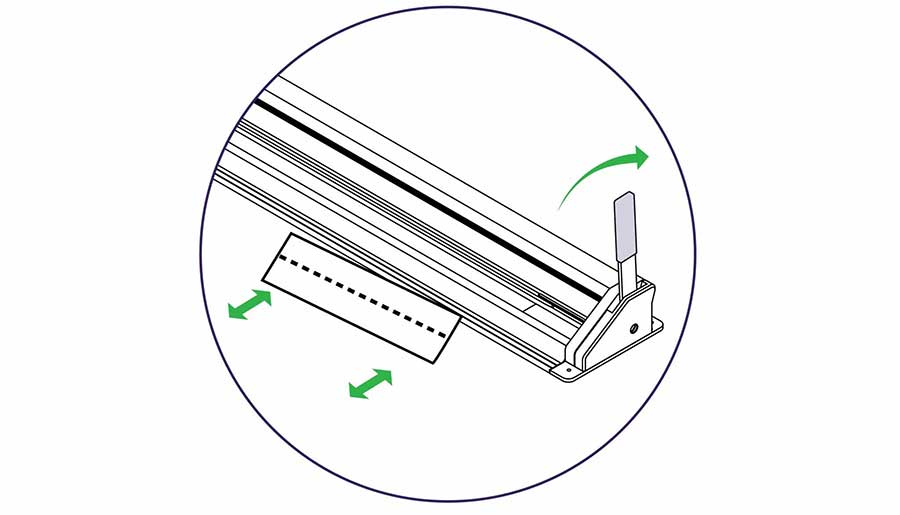
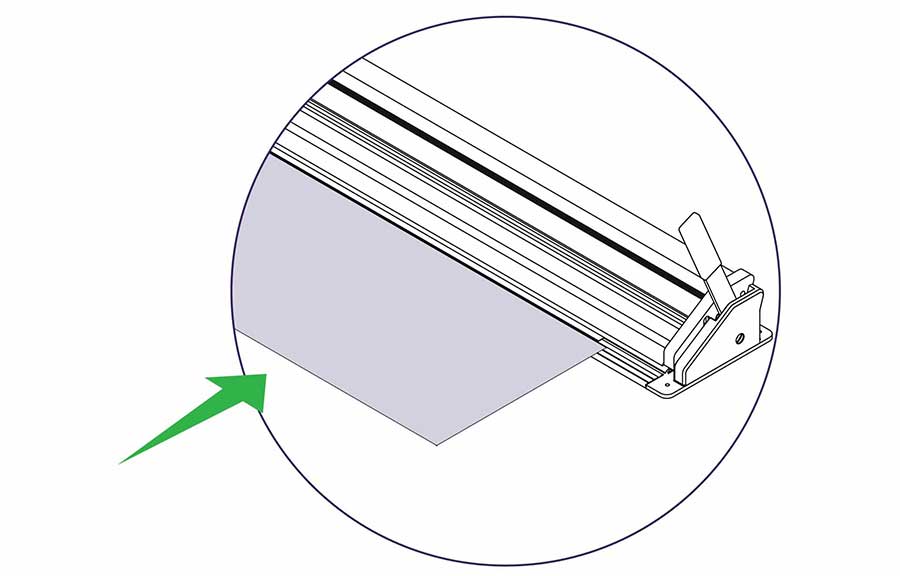
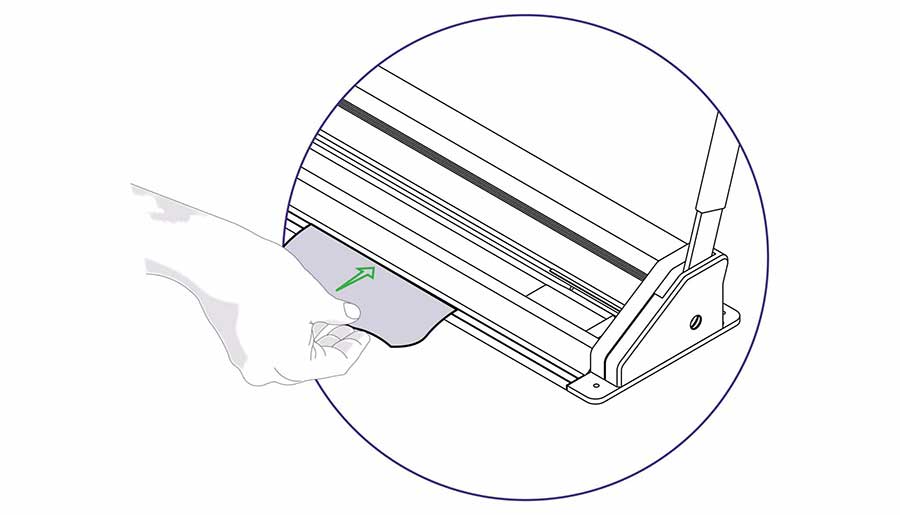
When using your BenchTop, the sightline strip may become scored or damaged.
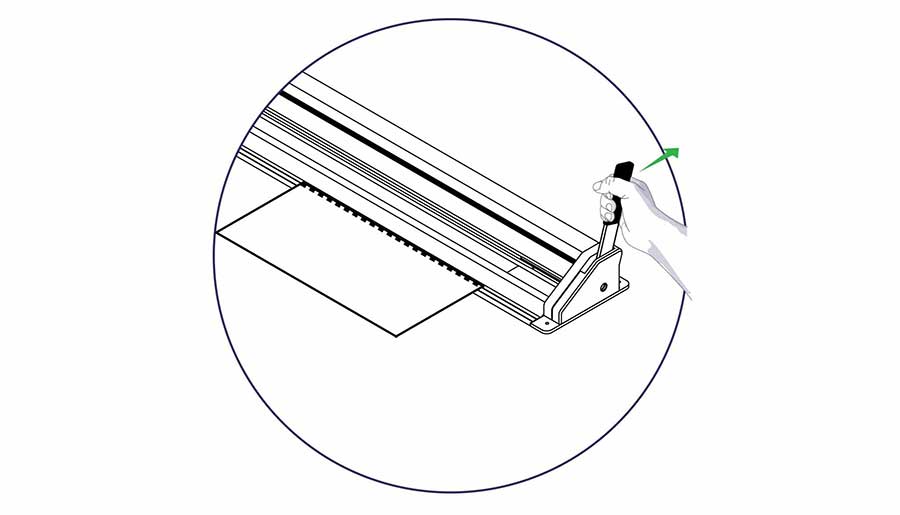
Use the handle to raise the cutter bar.
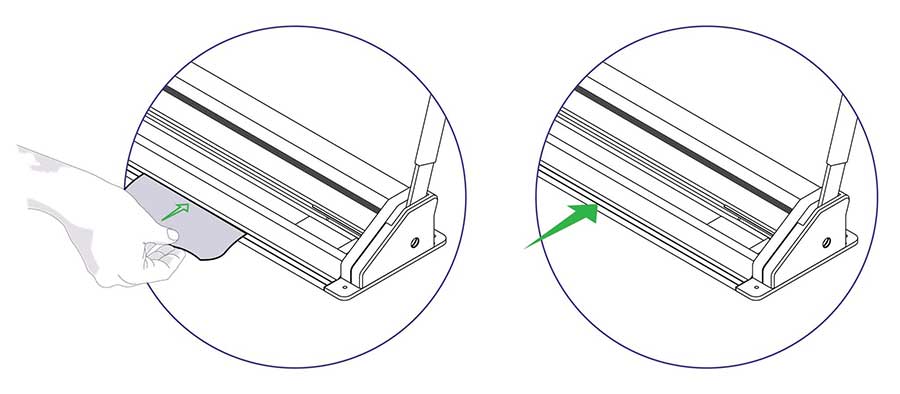
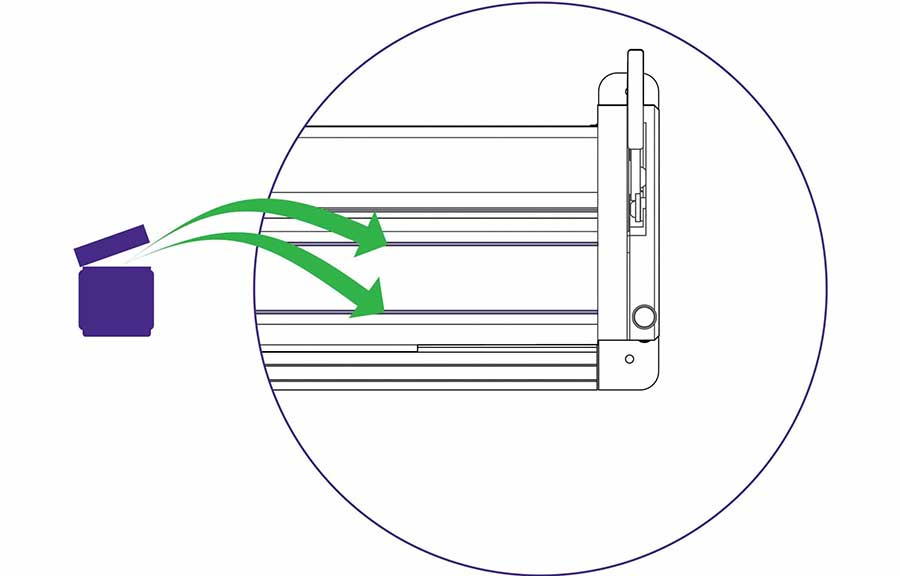
Remove the damaged sightline strip making sure that all residue from the adhesive tape is removed.
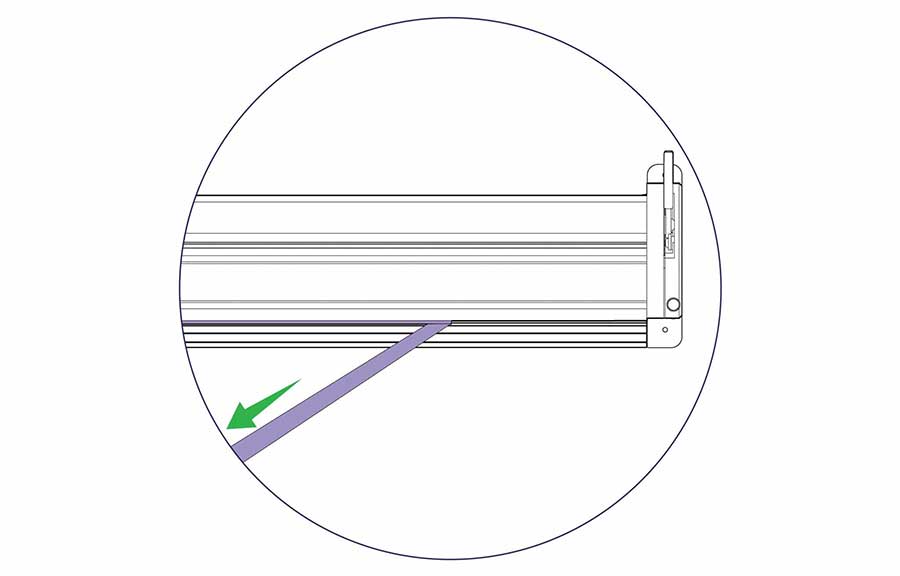
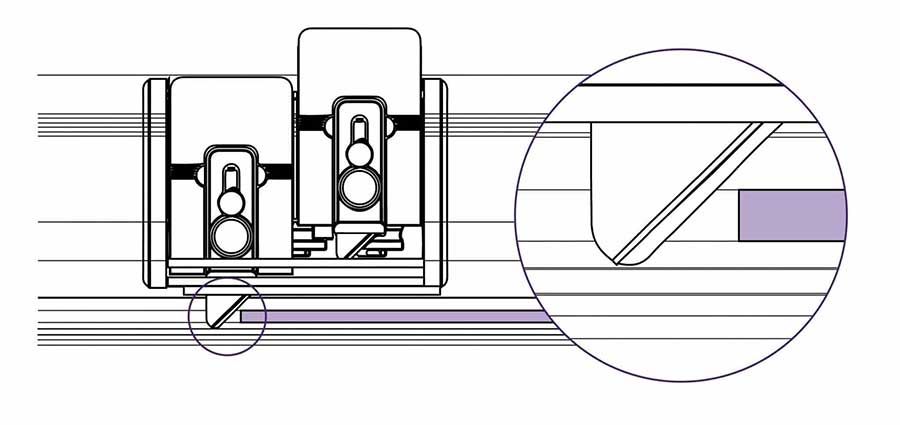
TIP: Pulling the loose end of the sightline strip slowly and gently at a 45° angle will reduce the amount of adhesive residue.
NOTE: If you are struggling to remove any adhesive residue, lightly use methylated spirit on a paper towel or cloth.
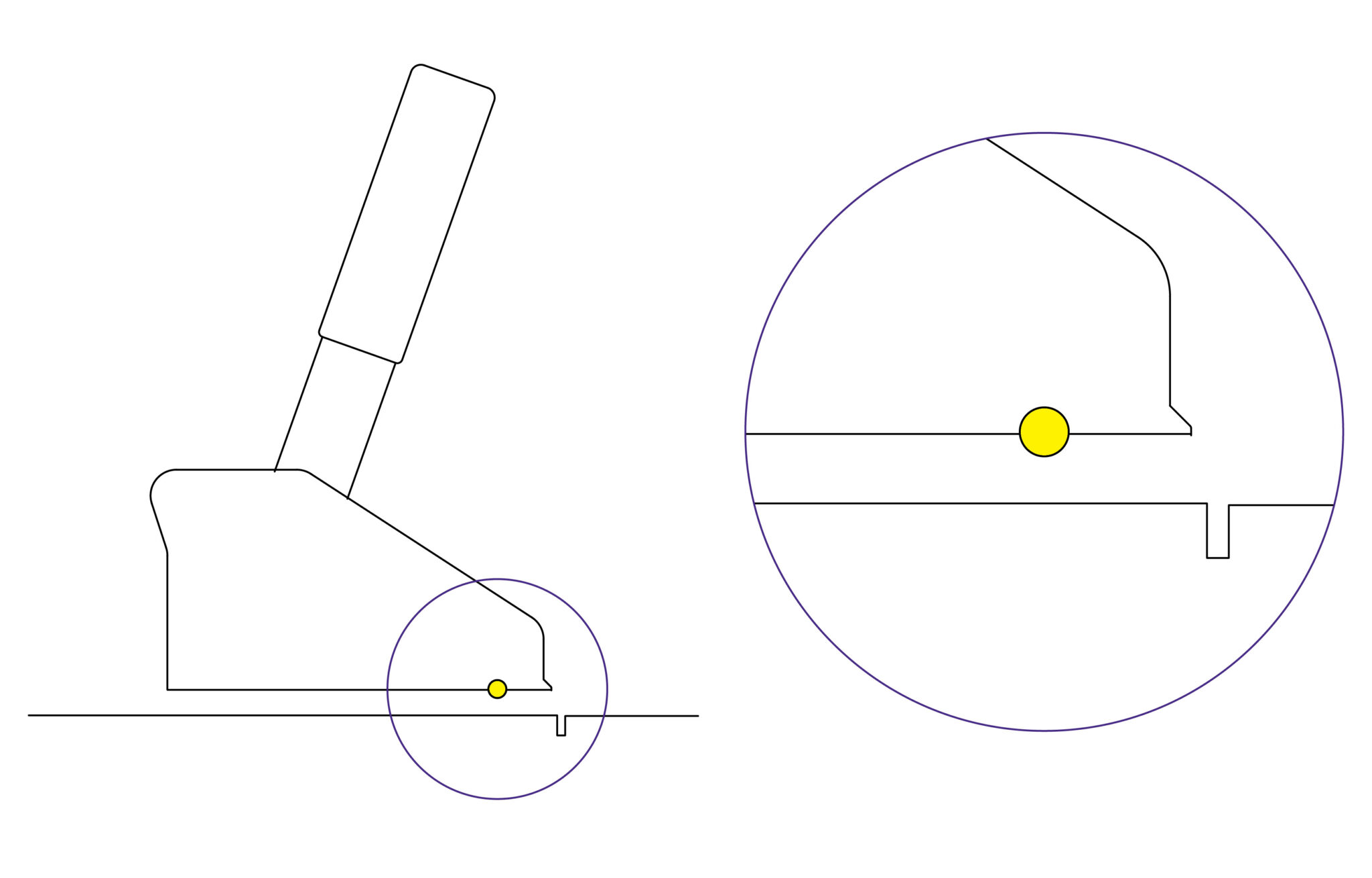
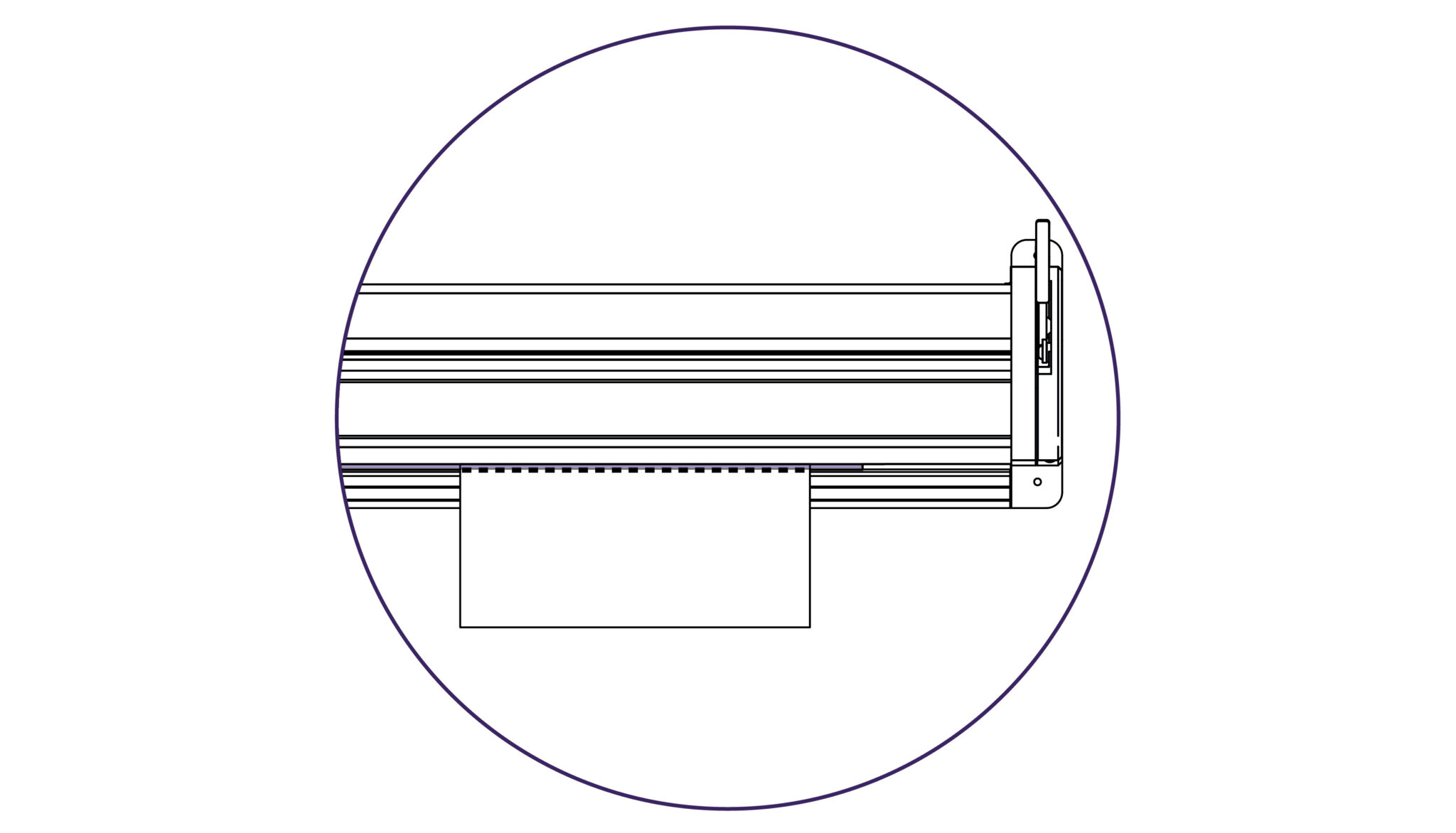
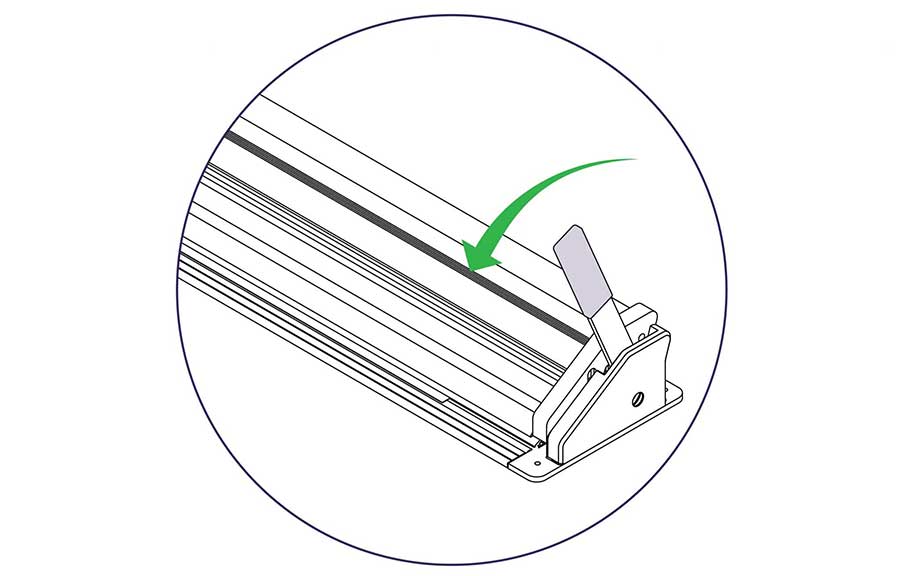
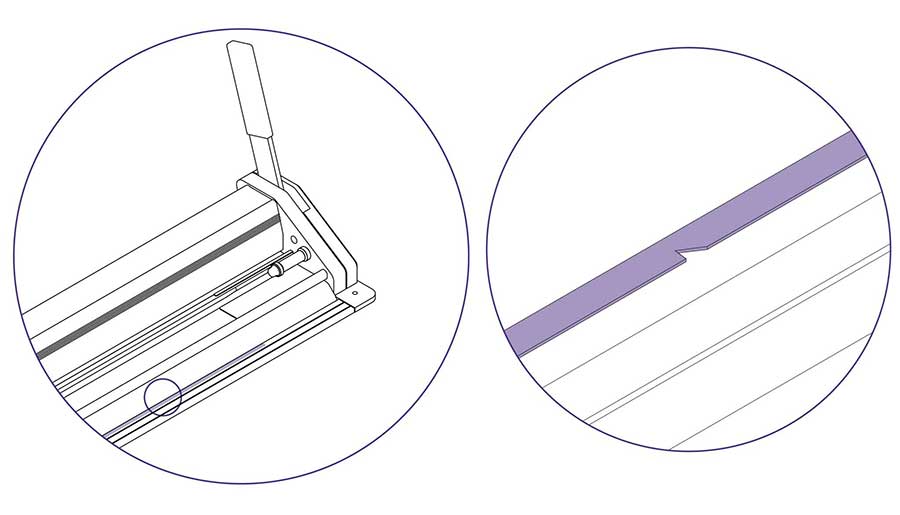
There is a yellow silicone grip strip fixed to the underside of the cutter bar, use this to help align the back edge of the replacement sightline strip.
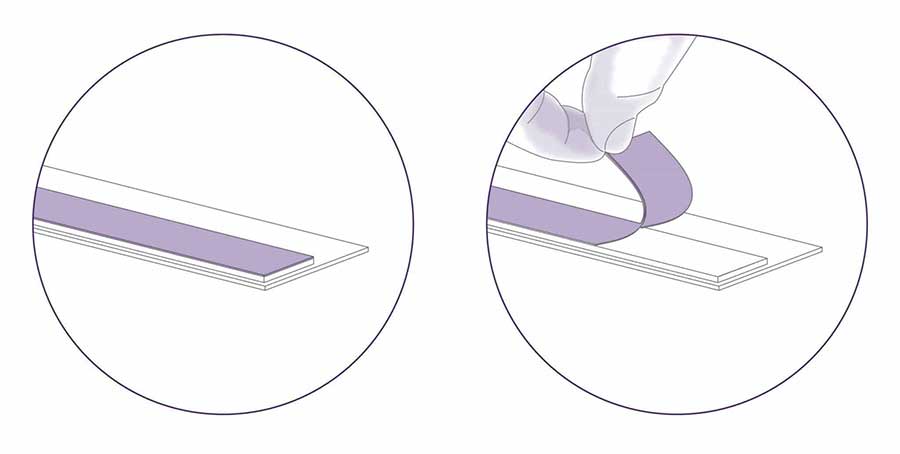
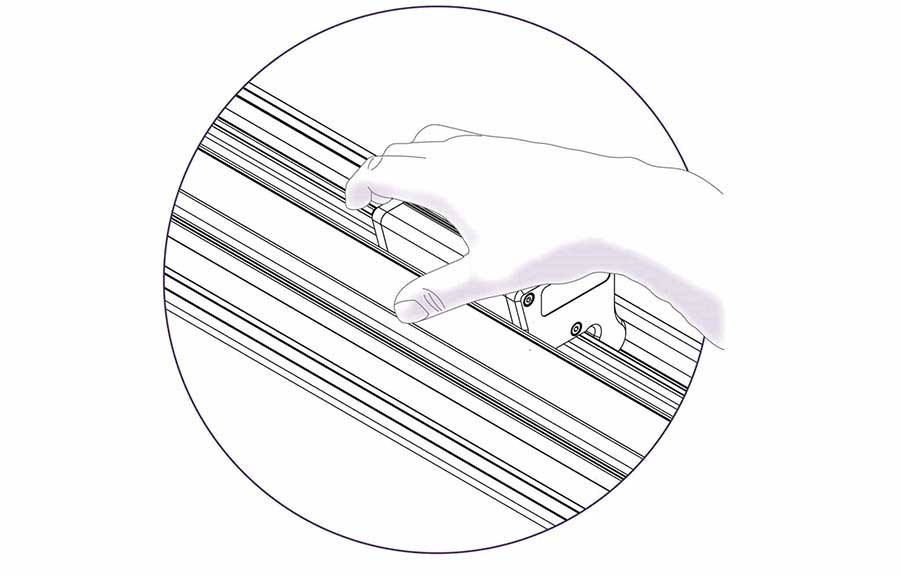
Remove the first 20cm – 8″ of the protective backing from the new sightline strip.
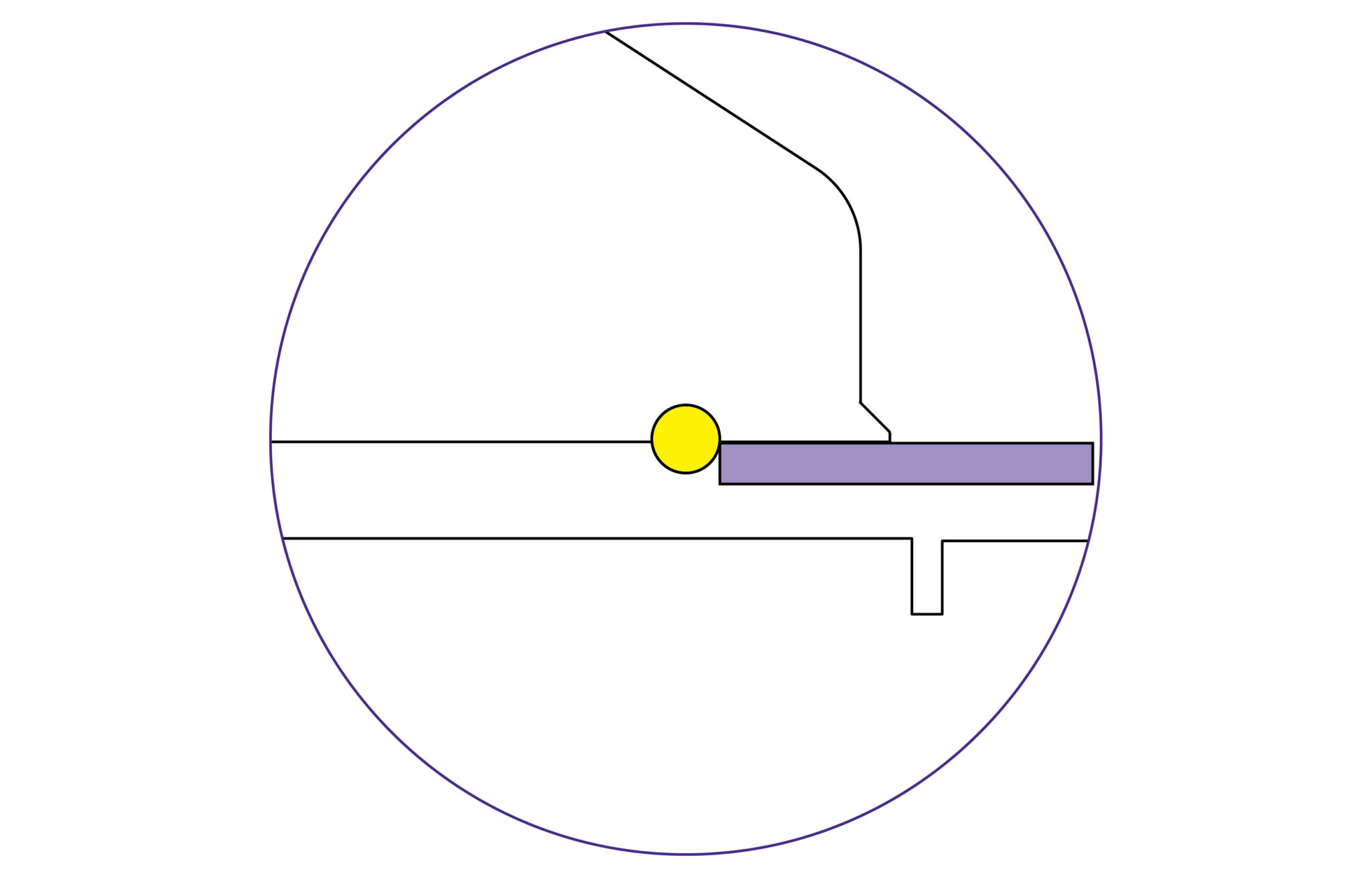
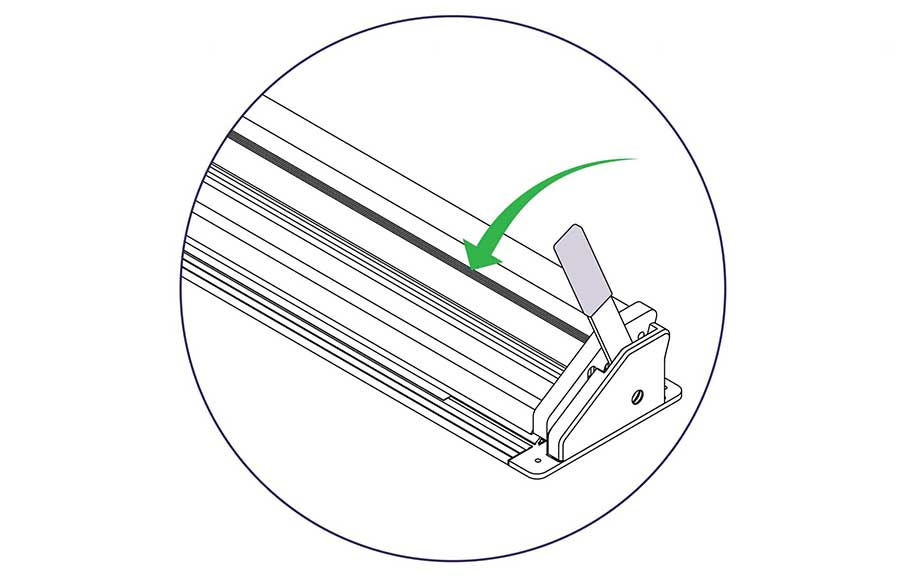
Apply the sightline strip in stages from one end of the cutter bar to the other using the yellow silicone chord as your guide; the back edge of the sightline strip should be touching the front edge of the silicone chord.
TIP: Remove the protective backing from the double sided tape in stages to prevent complications during application.
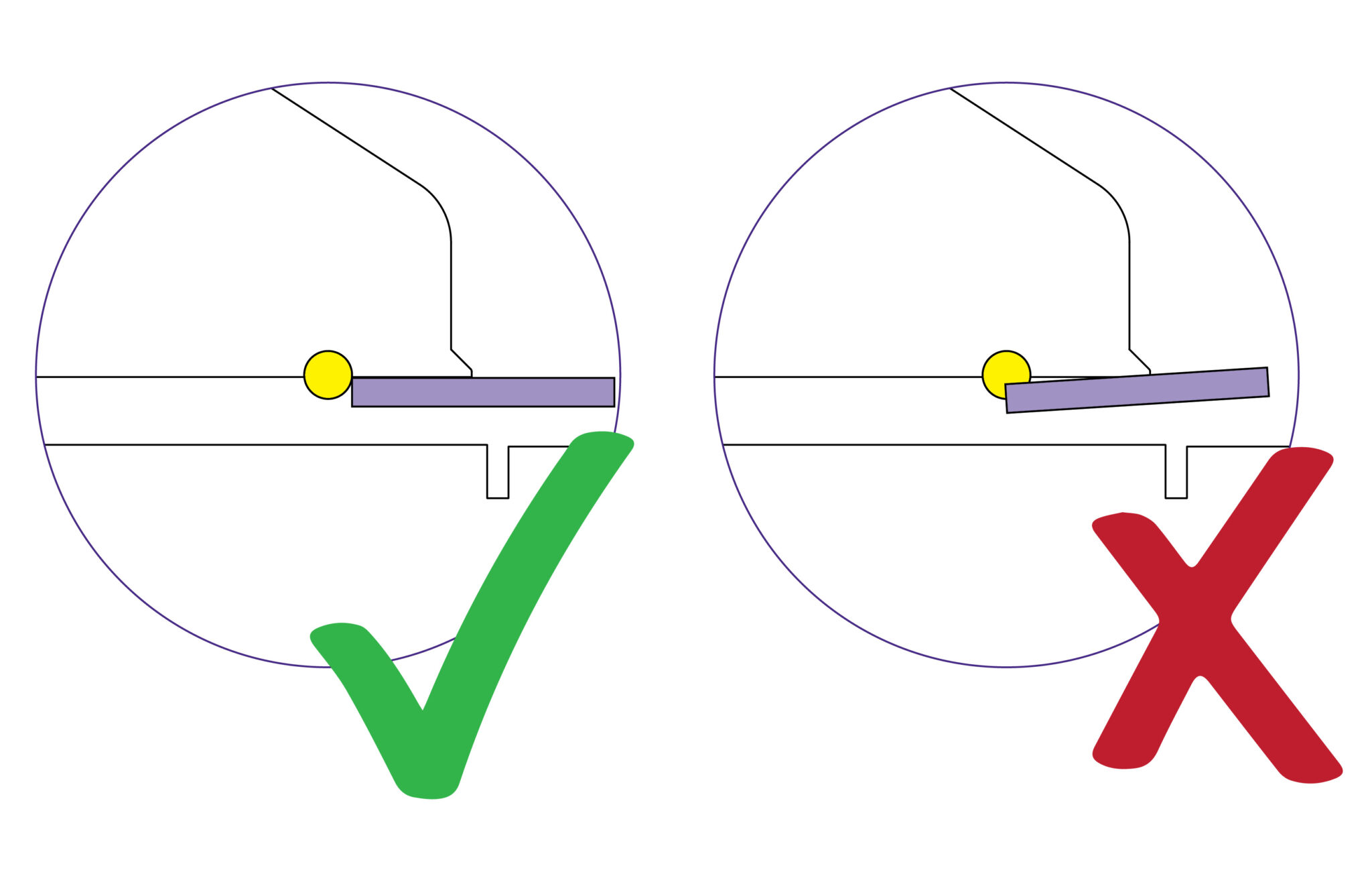
Ensure that the sightline strip does not overlap the silicone chord as this will affect the clamping of the cutter bar.
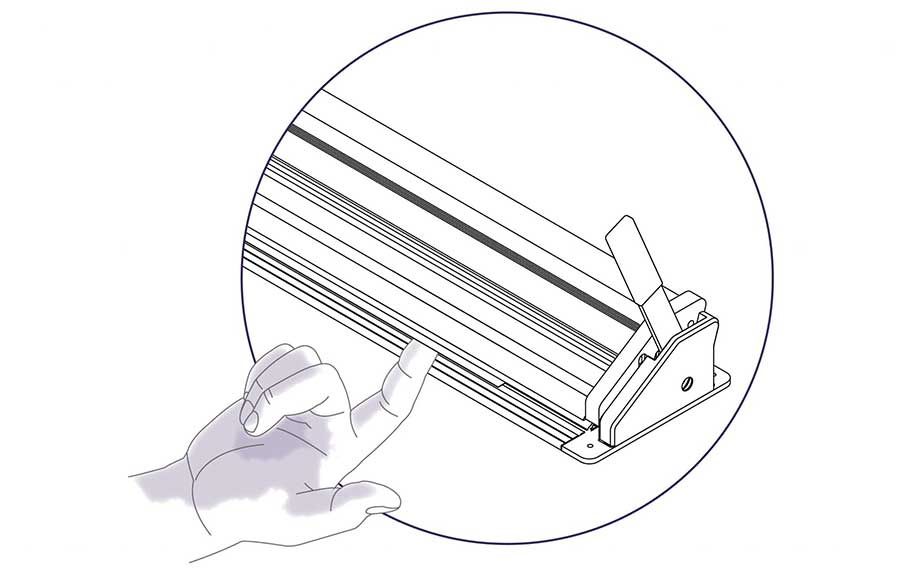
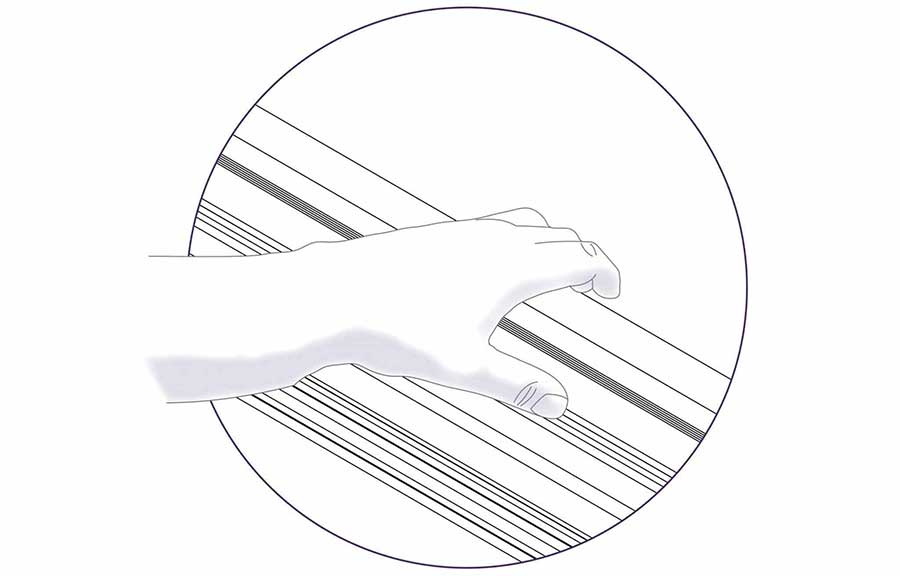
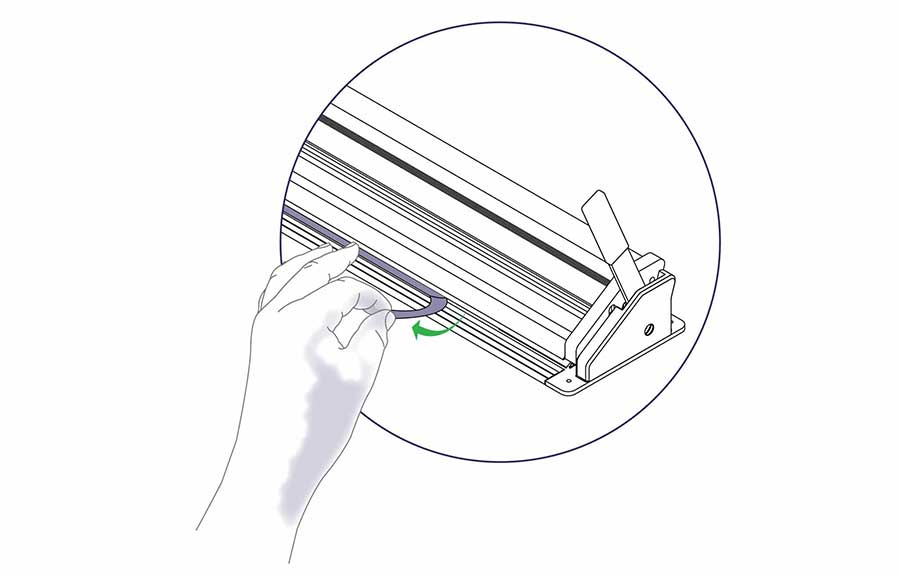
Use your finger to apply pressure to the underside of the sightline strip to ensure the sightline strip is secured in position.
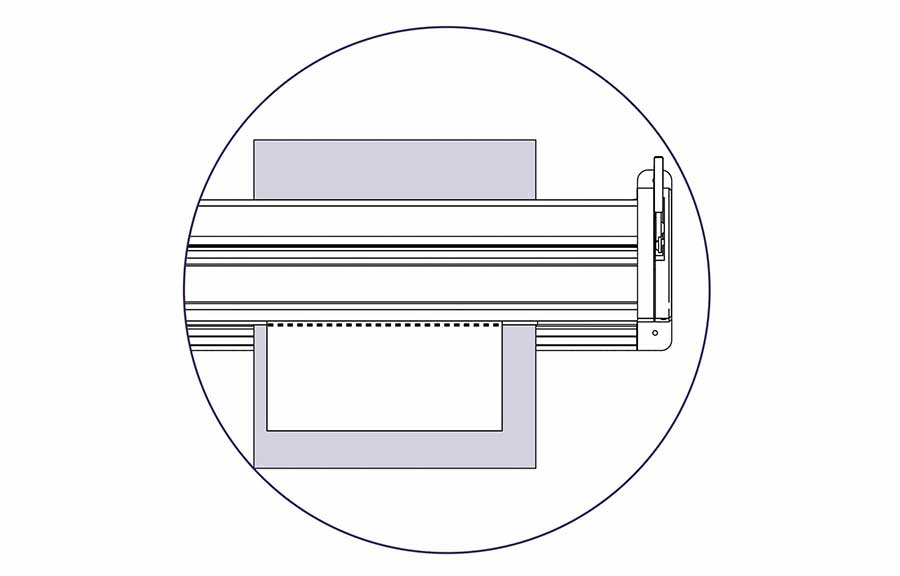
IMPORTANT: When trimming the sightline strip it must be done on a piece of scrap material or cutting mat as the sightline strip can deflect into the groove.
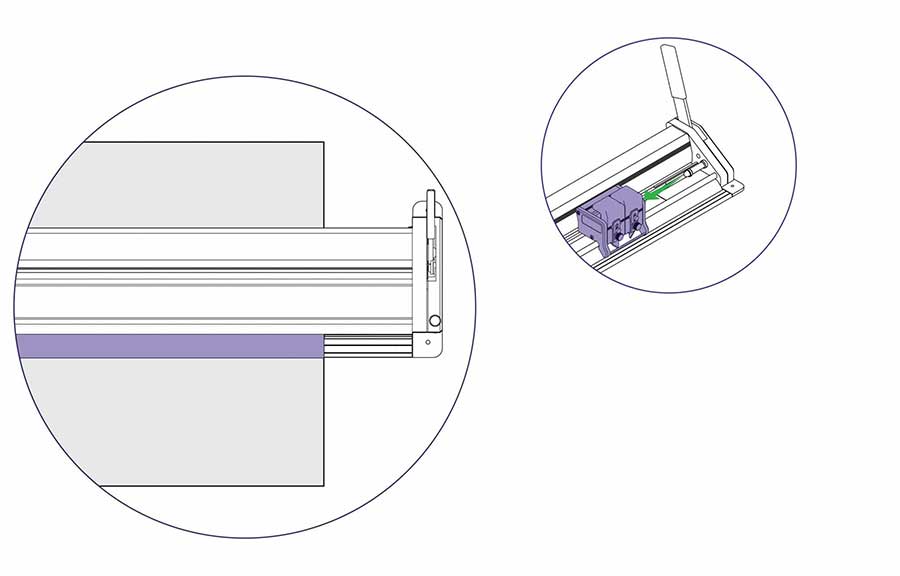
The sightline strip is wider than it needs to be and requires trimming to suit cutting line of the machine.
Use the Double Graphik tool head to gently cut through the sightline strip in 3 to 4 passes. This will ensure the sightline strip is not distorted and indicates the blades line of cut accurately.
TIP: Order replacement strips (or check stock) whenever you change the strip to save running out.
This User Guide for the Evolution3 BenchTop gives advice on cutting techniques, using the different cutting heads and care and maintenance of your machine.
Before using your machine make sure that you have installed and calibrated it correctly. Full details are in the Installation Manual.
Ⓒ Keencut 2020 | Baird Rd, Corby NN17 5ZA United Kingdom | Contact us
Created by DeType | Privacy | Website Disclaimer | Terms & Conditions