
Hooking solutions for the Ultimat Gold
Some general reasons you can get a hooked cut and how to solve them.
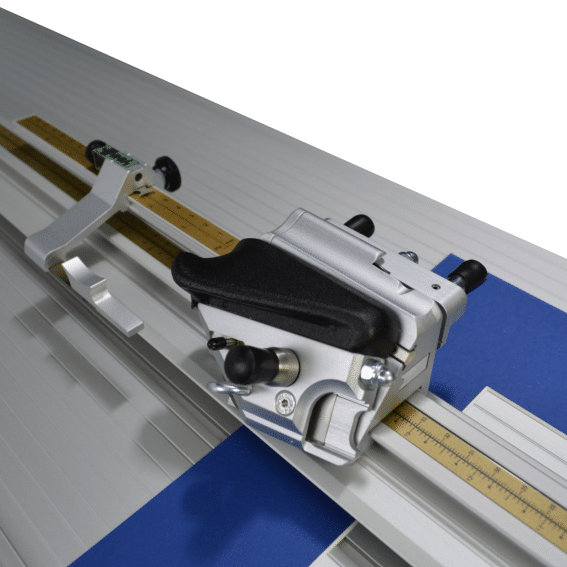
1. Blade too deep
The blade should be cutting just into the surface of the slipmat.
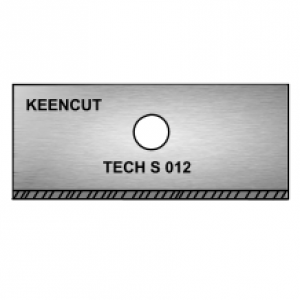
2. Blade type
This is the most common reason for hooking issues as many framers are unaware that blade choice is so very important.
Many boards are now quite tough and do not like to allow a blade to pass through. The thicker the blade the more resistance and the more force there is to bend the blade to the left.
When cutting tougher boards like conservation board or some acid free boards using a chisel edge or dingle ground edge blade (Tech-S) will give a much better cut. These must be placed in the machine the correct way around as only one tip of the blade can be used.
As a general rule when using Tech-S blades use the Tech-S.012 for standard thickness boards and the Tech-S.015 for 3mm or thicker boards.
Use Tech-D.015 (double ground edge) are generally only used for thick soft boards.
As always experimentation is key here.

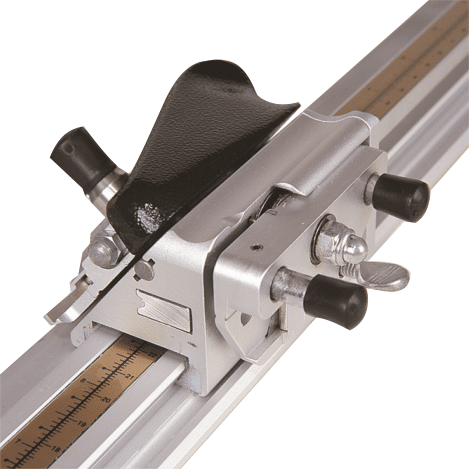
3, Side play in the cutting head
Any sideways movement of the cutting head will cause hooking.
Adjust with the cutting head moving gradually whilst tightening either of the two adjustment screws, then when the head gets a little tight undo the screw the smallest amount (a small fraction of a turn) until the friction disappears. Repeat on the second screw, then repeat on both screws a few times to fine tune the sliding motion. The cutting head should run easily and smooth, when flicked away from you it should run on for 10–15cms (4”-6”) and there should not be any loose sideways movement. If this cannot be achieved the sliding bearing will need changing.
4. Looseness in the cutting head
Check that there is no movement between the bevel blade holder and the main central part of the cutting head (slideblock). If there is it can be fixed by removing the finger guard and tightening the nut that is revealed underneath it. Only tighten this nut enough so that any sideways movement is removed, if it is over tightened the bearings below it could get damaged. When tightening the nut check that the screw/shaft does not rotate as well (it should be firmly fixed into the slideblock) if it does your head may need replacing.
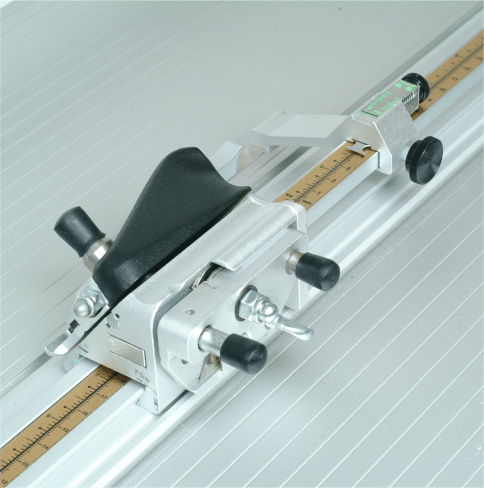
5. General head check
Finally ensure all screws and nuts that should be tight on the machine are and that there is nothing out of line or that appears to be out of position.
Also check all the rubber stick-on feet are still on the underside of the machine and that the bench surface is not bent nor twisted.
All these things can affect how the machine clamps the board and the way the slideway lays on the board, the base should be flat and the slideway in full contact with the board along its whole length.
Ⓒ Keencut 2020 | Baird Rd, Corby NN17 5ZA United Kingdom | Contact us
Created by DeType | Privacy | Website Disclaimer | Terms & Conditions