
Adjusting the glass cutting wheel position on an Excalibur 5000
Glass cutter wear and pressure adjustment are the two main causes of inconsistent or unreliable operation. The ‘position’ of the glass cutting wheel is also important for trouble free glass cutting.

1. Glass cutting wheel correct position
As the wheel approaches the glass it (or the holder) should come into contact with the edge of the glass and climb up between 1.5 and 2mm (about 1/16”) to reach the surface of the glass. If the wheel is any deeper (i.e. climbing more than 2mm) it may interfere with the steel strip mounted on the spine, too shallow and the wheel will not move enough to reliably compress the glass cutter spring and result in inconsistent pressure pushing the wheel into the glass.
It is also important to emphasise that when cutting glass on the Excalibur 5000 you should not hold the cutting head casting into the machine whilst cutting, just push the cutting head in to engage the cutter then take your thumb away and allow the cutting head to do the work. Again this maintains consistency rather than relying on any hand pressure being applied and upsetting pressure settings.
2. How to adjust the glass cutting wheel position
If adjustment is required, swing back the plastic cutter guard by unscrewing the black locking knob on the side of the guard.
Rotate the turret so the glass cutter is facing towards you.
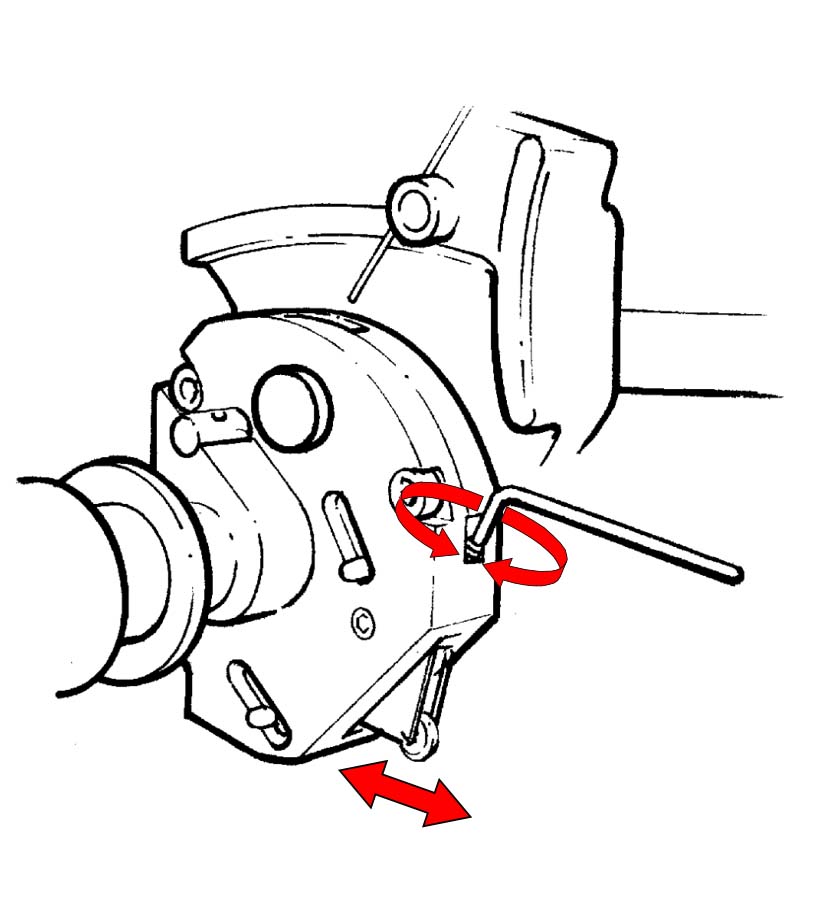
Peel up the edge of the red ’CUT’ label and it will reveal a small grub screw.
The depth of the cutter is adjusted by turning the small screw as shown using the 1.5mm Allen Key. Turning clockwise will move the glass cutting head towards you reducing the amount it climbs up the glass (and visa-versa). Once adjusted re-select the glass cutter, re-adjust if necessary.
Ⓒ Keencut 2020 | Baird Rd, Corby NN17 5ZA United Kingdom | Contact us
Created by DeType | Privacy | Website Disclaimer | Terms & Conditions